












 منزل، بيت
منزل، بيت منتجات
منتجات







29+ years in pharmaceutical machinery, covering capsule filling, tablet pressing, blister packaging, tablet and capsule counting, cartoning, GMP production, and overseas machine service.

يوفر توثيق التحقق IQ OQ PQ للفرق الصيدلانية أدلة موثقة على أن المعدات مُثبتة بشكل صحيح، وتعمل ضمن الحدود المحددة، وتؤدي بشكل متسق تحت ظروف الإنتاج الفعلية. في تأهيل معدات الصناعات الدوائية، تُعد هذه الأدلة مهمة قبل إطلاق أي آلة من أجل إنتاج وفق GMP, قبل بدء خط تغليف جديد لأعمال تشغيل الدُفعات، وقبل أن تعتمد QA المعدات التي يمكن أن تؤثر على جودة المنتج أو إمكانية التتبع أو إطلاق الدُفعات.
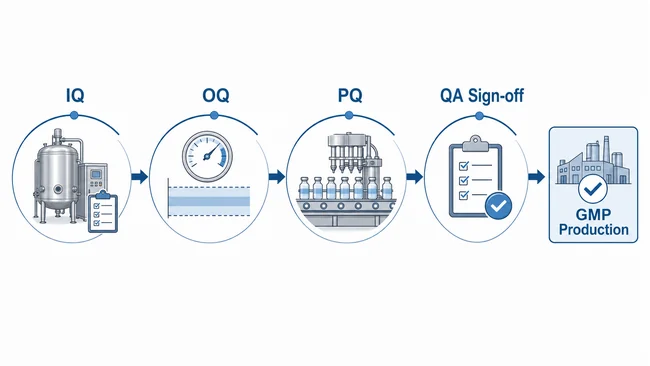
المراحل الثلاث لها وظائف مختلفة. تؤكد IQ أن المعدات تم تركيبها وفق المواصفات. تؤكد OQ أن الآلة تعمل عبر نطاق التشغيل المقصود. تؤكد PQ أن المعدات تؤدي بشكل موثوق مع المنتج الحقيقي ومواد التغليف الحقيقية والمشغلين المدربين والإجراءات المعتمدة.
تنطبق هذه السلسلة على آلة تعبئة الكبسولات, ماكينة ضغط الأقراص, آلة تغليف البليستر, آلة عد الأقراص والكبسولات, آلة التعبئة في الكراتين، آلة الإغلاق بالحث، نظام وضع الملصقات، وحدة الفحص، ومعدات الإنتاج أو التعبئة الأخرى. تختلف التفاصيل حسب نوع الآلة، لكن منطق التأهيل يبقى نفسه: إثبات أن المعدات مناسبة للاستخدام المقصود، وتوثيق الدليل بشكل واضح بما يكفي لمراجعة الإنتاج وضمان الجودة QA والهندسة والتدقيق.

في الصناعات الدوائية، يُعد التأهيل عملية موثقة لإثبات أن المعدات أو المرافق أو الأنظمة أو الخدمات مناسبة للاستخدام المقصود. يقع التحقق IQ OQ PQ ضمن دورة التأهيل والتحقق الأوسع. وهو لا يحل محل التحقق من العملية، أو التحقق من التنظيف، أو الصيانة الوقائية، أو سجلات الدُفعات، أو فحوصات GMP اليومية. بل يُنشئ أدلة المعدات التي تعتمد عليها تلك الضوابط اللاحقة.
تبدأ خطة التأهيل المفيدة بسؤال واحد: ما الذي يجب أن تقوم به هذه المعدات في الإنتاج الفعلي؟
يجب أن تقوم آلة تعبئة الكبسولات بجرعات المسحوق أو الحبيبات أو الكريات داخل الكبسولات ضمن حدود مقبولة. يجب أن تقوم ماكينة ضغط الأقراص بضغط الأقراص بالصلابة والسماكة والوزن ومعدل الإنتاج المطلوب. يجب أن تقوم آلة تغليف البليستر بتشكيل التجاويف، وتغذية المنتجات، وإغلاق مادة الغطاء، والطباعة أو الترميز بشكل صحيح، وقطع شرائط البليستر النهائية. يجب أن يقوم خط العد بفصل وعد وتعبئة وإغلاق وختم ووضع الملصقات ورفض الزجاجات غير المطابقة بدقة. يجب أن تقوم آلة التعبئة في الكراتين بفتح الكراتين، وإدخال المنتجات والنشرات، وإغلاق الكراتين، والحفاظ على وضوح الترميز.
بما أن لكل آلة مخاطر جودة مختلفة، لا ينبغي نسخ تأهيل معدات الصناعات الدوائية من مشروع إلى آخر. يجب أن تتوافق معايير القبول مع المنتج، ومواد التغليف، وتصميم الآلة، وهدف الإنتاج، ونقاط الفحص، ومستوى مخاطر GMP.
يعد العنوان بوجود 7 فحوصات حرجة، لذا يجب أن يكون منطق التأهيل واضحًا منذ البداية. هذه الفحوصات ليست منفصلة عن IQ وOQ وPQ، بل هي النقاط العملية التي يجب تغطيتها عبر المراحل الثلاث للتأهيل.
|
فحص حرج |
المرحلة الرئيسية |
ما الذي يثبته |
|
1. مطابقة الاستخدام المقصود مع URS |
قبل IQ / IQ |
تطابق الآلة مع متطلبات المستخدم المعتمدة وغرض الإنتاج |
|
2. التركيب والخدمات |
IQ |
تم تركيب الآلة بشكل صحيح مع الكهرباء المناسبة والهواء والتخطيط والبيئة |
|
3. التوثيق والمعايرة |
IQ |
تتوفر الأدلة والكتيبات والرسومات والشهادات والأجهزة المعايرة |
|
4. السلامة والإنذارات والتشابكات |
OQ |
يتم حماية المشغلين وتدفق المنتج من خلال وظائف الآلة المُتحقق منها |
|
5. نطاق التشغيل واختبارات التحدي |
OQ |
تعمل المعدات ضمن السرعات والحدود وإعدادات العملية المحددة |
|
6. جودة المنتج والتحكم في الرفض |
OQ / PQ |
يمكن اكتشاف ورفض العبوات التالفة أو العد غير الصحيح أو العناصر المفقودة أو الرموز غير المقروءة |
|
7. الاتساق في الإنتاج الفعلي |
PQ |
تؤدي المعدات بشكل متسق أثناء تشغيل الإنتاج الفعلي |
تجعل هذه الفحوصات السبعة التحقق IQ OQ PQ عمليًا وليس نظريًا فقط. يمكن أن تتحول شهادة معايرة مفقودة، أو تأكيد رفض ضعيف، أو عدم استقرار في معلمة الإغلاق، أو إنذار غير مختبر إلى مشكلة دفعة لاحقًا. بالنسبة لفرق ضمان الجودة والهندسة، لا تكمن قيمة تأهيل المعدات في عدد الصفحات في الملف، بل في ما إذا كان الملف يثبت أن الآلة تم تركيبها بشكل صحيح، وتم اختبارها بشكل كافٍ، وتم الإفراج عنها بأدلة يمكن الدفاع عنها.
يُثبت تأهيل التركيب، أو IQ، أن المعدات قد تم تسليمها وتركيبها وتوصيلها وتوثيقها وفق المتطلبات المعتمدة. يتم عادة إكمال IQ قبل بدء الاختبارات التشغيلية.
بالنسبة لمعدات الصناعات الدوائية، يجب أن يؤكد IQ الأساسيات أولاً: طراز الآلة، الرقم التسلسلي، موقع التركيب، الخدمات، التخطيط، التوصيل الكهربائي، إمداد الهواء المضغوط، وسائل الأمان، والمتطلبات البيئية. إذا كانت المعدات تحتاج إلى تفريغ هواء، أو مياه مبردة، أو شفط غبار، أو هواء مضغوط نظيف، أو اتصال شبكي، فيجب التحقق من هذه العناصر وتوثيقها.
يغطي IQ أيضًا التوثيق. ويشمل ذلك أدلة التشغيل، وأدلة الصيانة، والرسومات الكهربائية، والمخططات الهوائية، وقوائم قطع الغيار، وشهادات المواد عند الحاجة، وسجلات FAT أو SAT، وشهادات المعايرة، ووثائق المورد. بالنسبة للمعدات المستوردة أو خطوط التعبئة المعقدة، يُعد هذا التوثيق مهمًا لأن فرق الهندسة وضمان الجودة تحتاج إلى مرجع موثوق عند استكشاف الأعطال، أو التحقق، أو تدريب المشغلين، أو الإجابة على أسئلة التدقيق.
على سبيل المثال، يجب أن يؤكد IQ لآلة تغليف البليستر أن وحدات التشكيل والإغلاق والتغذية والترميز والقطع وتجميع المخلفات مثبتة وفق المواصفات. يجب أن يؤكد IQ لخط العد أن وحدة فك ترتيب الزجاجات، والعد الإلكتروني، وإدخال المجفف، وآلة الإغلاق، وآلة الإغلاق بالحث، وآلة الملصقات، ونظام الرفض موضوعة ومتصلة بشكل صحيح. يجب أن يؤكد IQ لآلة التعبئة في الكراتين أن إعداد مخزن الكراتين، ومسار تغذية المنتج، ووحدة إدخال النشرة، ووحدة الترميز، والحواجز، وأجهزة الاستشعار، ومنطقة الإخراج صحيحة.
الهدف من IQ ليس إثبات الأداء الإنتاجي الكامل، بل إثبات أن المعدات جاهزة ماديًا وتقنيًا للاختبار الوظيفي.
يُثبت التأهيل التشغيلي، أو OQ، أن المعدات تعمل كما هو مقصود عبر نطاق التشغيل المعتمد. إذا كان IQ يجيب عن سؤال ما إذا كانت المعدات قد تم تركيبها بشكل صحيح، فإن OQ يجيب عن ما إذا كانت تعمل بشكل صحيح قبل بدء الإنتاج الفعلي.
بالنسبة لتأهيل معدات الصناعات الدوائية، يجب أن يختبر OQ الوظائف الطبيعية، والحالات الحدية، والإنذارات، والتشابكات، وأدوات التحكم، وإعدادات المشغل. لا ينبغي للفريق فقط تشغيل زر البدء ومراقبة الآلة، بل يجب اختبار استجابة المعدات عند تغيير السرعة، أو اكتشاف المستشعرات لظروف غير طبيعية، أو فتح الأبواب، أو إزالة الحواجز، أو انخفاض ضغط الهواء، أو تفعيل نقاط الرفض، أو اقتراب المعلمات من الحدود المحددة.
في آلة تغليف البليستر، يمكن أن يشمل OQ نطاق درجة حرارة التشكيل، وضغط الإغلاق، ودرجة حرارة الإغلاق، ومحاذاة الشريط، ووظيفة الترميز، ودقة القطع، ووضوح رمز الدفعة، واستجابة الرفض. في خط عد الأقراص والكبسولات، يجب أن يتحقق OQ من استجابة مستشعر العد، وتتابع الزجاجات، ومنطق عدم التعبئة بدون زجاجة، وكشف الغطاء، واستجابة ختم الألومنيوم، وموضع الملصقات، وتأكيد الرفض. في آلة التعبئة في الكراتين، يجب اختبار فتح الكراتين، وتغذية النشرات، وكشف وجود المنتج، وإغلاق الكراتين، ورفض النشرات المفقودة، وحماية الحمل الزائد، وزر الإيقاف الطارئ.
يُعد OQ أيضًا المرحلة التي تصبح فيها إعدادات واجهة HMI والتحكم في الوصول مهمين. إذا كان بإمكان المشغلين تغيير السرعة أو درجة الحرارة أو كمية العد أو بيانات الوصفة أو إعدادات الإنذار بحرية دون ضبط، فقد تشكل المعدات خطر GMP بعد التأهيل. يجب أن تكون معايير قبول OQ قابلة للقياس، مثل نطاق السرعة المعتمد، أو استجابة المستشعر، أو شرط الإنذار، أو دقة الرفض، أو تحمل درجة الحرارة، أو نطاق الضغط، أو متطلبات التكرارية.
يُثبت تأهيل الأداء، أو PQ، أن المعدات المؤهلة تعمل بشكل متسق مع المنتج الحقيقي، ومواد التغليف الحقيقية، والمشغلين المدربين، والإجراءات المعتمدة. يُعد PQ أقرب إلى واقع الإنتاج من IQ وOQ، ويجب أن يُظهر أن المعدات قادرة على إنتاج مخرجات مقبولة تحت ظروف التشغيل الروتينية.
بالنسبة لمعدات التعبئة والتغليف، يركز تأهيل الأداء (PQ) عادةً على جودة العبوة النهائية وقابلية التكرار. يجب على الفريق التحقق من عدد المنتجات، ودقة التعبئة، وسلامة إحكام إغلاق العبوات الفقاعية (blister)، وقابلية قراءة الترميز، وإغلاق الكرتون، ووضع الملصقات، ودقة الاستبعاد، واستقرار سرعة الخط، وأنماط التوقف، والمظهر النهائي للعبوة. وتعتمد الفحوصات الدقيقة على الماكينة والمنتج.
يمكن أن يركز تأهيل الأداء (PQ) لآلة تعبئة الكبسولات على ثبات وزن الكبسولات، وإحكام إغلاق الكبسولة، وتسرب المسحوق، والكبسولات التالفة، واستقرار التشغيل عند سرعة الإنتاج المحددة. ويمكن أن يتحقق PQ لآلة ضغط الأقراص من وزن الأقراص، والصلابة، والسماكة، والهشاشة، والمظهر، واستقرار عملية الضغط. ويمكن أن يتحقق PQ لآلة تعبئة الفقاعات (blister) من تشكيل التجاويف، وتغذية المنتج، وجودة الإغلاق، والتثقيب، والقطع، وترميز الدُفعات، ونتائج اختبار التسرب. ويمكن أن يتحقق PQ لخط العد من دقة عد الزجاجات، وإحكام غلق الأغطية، وجودة الختم بالحث، وموقع الملصق، وسجلات الزجاجات المرفوضة.
يجب أن يعكس PQ الإنتاج الروتيني: المواد المعتمدة، والموظفون المدربون، وإعدادات الخط العادية، ووثائق الدُفعة الفعلية، ومدة تشغيل معقولة. إذا كانت الماكينة تعمل فقط أثناء عرض قصير من المورد لكنها تصبح غير مستقرة أثناء التشغيل المستمر، فإن التأهيل لم يجب على سؤال الإنتاج الحقيقي.
يصبح التحقق من صحة IQ OQ PQ أوضح عند تطبيقه على الماكينات الفعلية.
بالنسبة لآلة تعبئة الكبسولات، يتحقق IQ من التركيب، وتوصيل التفريغ الهوائي (vacuum)، والهواء المضغوط، والأدوات، والأدلة، والمعايرة، ووسائل الحماية. ويختبر OQ حركة محطة الجرعات، وإعدادات التعبئة، وفصل الكبسولات، وإغلاق الكبسولات، والإنذارات، ونطاق السرعة. ويؤكد PQ أن الكبسولات المعبأة تفي بمتطلبات الوزن والمظهر والإغلاق وثبات الإنتاج.

يجب أيضًا مراعاة تغيير الشكل (format change) عند تخطيط التأهيل. تستخدم آلات تعبئة الكبسولات من Rich Packing تصميم قضيب تعبئة سريع التغيير (Quick-Change Filling Rod)، مع زمن تغيير القالب حوالي 15 دقيقة في ظروف التشغيل المناسبة. أثناء التحقق IQ OQ PQ، لا تقتصر النقطة على السرعة الأعلى "changeover.
بالنسبة لآلة ضغط الأقراص، يتحقق IQ من التركيب، والتوصيل الكهربائي، والبرج الدوار (turret)، واللكمات والقوالب (punches and dies)، ووسائل الحماية، ونقاط التشحيم، والوثائق. ويختبر OQ مرحلة الضغط الأولي، والضغط الرئيسي، ومراقبة القوة، ونطاق السرعة، ووظيفة الاستبعاد، وإيقاف الطوارئ، ومنطق الإنذار. ويثبت PQ أن وزن الأقراص وصلابتها وسماكتها وهشاشتها ومظهرها تبقى ضمن المواصفات أثناء الإنتاج.
بالنسبة لآلة تعبئة الفقاعات (blister)، يتحقق IQ من تركيب وحدات التشكيل، والإغلاق، والتغذية، والترميز، والقطع، ووحدات النفايات بشكل صحيح. ويختبر OQ درجة الحرارة، والضغط، والمحاذاة، والترميز، واستجابة الإنذار، ومنطق الاستبعاد. ويثبت PQ أن العبوات الفقاعية النهائية تفي بسلامة الإغلاق، والمظهر، والترميز، والقطع، ومتطلبات وجود المنتج. في معدات الفقاعات ذات القوالب المعيارية على شكل أدراج، يمكن تقليل زمن تركيب القالب الكامل إلى حوالي 10 دقائق. ومع ذلك يجب أن يتحقق التأهيل من أن التشكيل، والإغلاق، والترميز، والقطع، والمحاذاة تعود إلى مواضع قابلة للتكرار بعد إعادة تركيب القالب.
بالنسبة لخط عد الأقراص والكبسولات، يتحقق IQ من كل وحدة متصلة: آلة تفريغ الزجاجات، جهاز العد، وحدة إدخال المجفف، آلة الغلق، جهاز الختم بالحث، آلة وضع الملصقات، ومحطة الاستبعاد. ويختبر OQ التعامل مع الزجاجات، وحساسات العد، ومنطق عدم التعبئة بدون زجاجة، وكشف الأغطية، واستجابة الختم، وموقع الملصق، والاستبعاد. ويؤكد PQ دقة العد، وجودة الزجاجات المختومة، ودقة الملصقات، واستقرار إنتاج الخط.
بالنسبة لآلة التغليف الكرتوني، يتحقق IQ من مخزن الكرتون، ووحدة تغذية المنتج، ووحدة تغذية النشرة، ووحدة الترميز، والحساسات، ووسائل الحماية، ومنطقة التفريغ. ويختبر OQ فتح الكرتون، وتحميل المنتج، وإدخال النشرة، وإغلاق الكرتون، واستبعاد المنتجات المفقودة، وإنذارات الماكينة. يمكن لمعدات التغليف الكرتوني من Rich Packing التعامل مع بعض تغييرات حجم المنتج باستخدام حوالي 3 إلى 5 قطع تغيير رئيسية، اعتمادًا على الكرتون وتنسيق المنتج. ويجب أن يتحقق OQ أيضًا من فتح الكرتون، وإدخال النشرة، وتحميل المنتج، وإغلاق الكرتون، والاستبعاد بعد كل إعداد تنسيق معتمد.
لا يكون التحقق من صحة IQ OQ PQ مفيدًا إلا عندما تكون المستندات مكتملة، وقابلة للتتبع، وسهلة المراجعة. قبل أن تعتمد QA تأهيل المعدات الصيدلانية، يجب أن يوضح الملف ما تم التخطيط له، وما تم اختباره، وما تم اجتيازه، وما فشل، وكيف تم التعامل مع الانحرافات.
عادةً ما يتضمن ملف التأهيل العملي البروتوكول المعتمد، ومواصفات متطلبات المستخدم، ووثائق المورد، وسجلات FAT أو SAT، وسجلات التركيب، وشهادات المعايرة، وبيانات الاختبار، والملاحظات الخام، وتقارير الانحراف، وسجلات التدريب، ومتطلبات الصيانة، والتقرير النهائي للتأهيل. بالنسبة للمعدات التي تحتوي على وصفات (recipes) أو تحكم برمجي أو سجلات تدقيق أو سجلات إلكترونية، يجب أيضًا مراجعة التحكم في الوصول وسلامة البيانات.
استنادًا إلى 29 عامًا من خبرة Rich Packing في معدات التعبئة والتغليف الصيدلانية وأعمال التشغيل الدولية، فإن تأخيرات التأهيل غالبًا ما تنتج عن فجوات عملية صغيرة: ظروف المرافق التي تختلف عن التخطيط المعتمد، أو سجلات المعايرة غير المكتملة، أو عدم استقرار التغذية، أو عدم وضوح تأكيد الاستبعاد، أو إعدادات المشغل غير المضبوطة. لهذا السبب يجب إعداد سجلات FAT/SAT، وأدلة الماكينة، وقوائم قطع الغيار، وفحوصات تغيير الشكل، وتدريب المشغل قبل وصول ملف التأهيل إلى مراجعة QA.
يجب أن تولي QA اهتمامًا خاصًا لمعايير القبول. إذا تم تغيير المعايير بعد الاختبار، يجب تبرير السبب. إذا حدث انحراف، يجب أن يوضح التقرير تأثيره على جودة المنتج وما إذا كانت هناك حاجة لإعادة الاختبار. إذا تم تخطي اختبار، يجب أن يوضح الملف سبب قبول هذا الإغفال.
لا يحتاج ملف التأهيل النظيف إلى أن يكون كبيرًا لمجرد الحجم. بل يجب أن يكون قابلًا للدفاع عنه.

IQ OQ PQ هو عملية تأهيل من ثلاث مراحل تُستخدم لتوثيق أن المعدات الصيدلانية تم تركيبها بشكل صحيح، وتعمل كما هو مقصود، وتؤدي بشكل ثابت في ظروف الإنتاج الفعلية. يتحقق IQ من التركيب، ويتحقق OQ من وظائف الماكينة وحدود التشغيل، ويتحقق PQ من أداء الإنتاج الحقيقي.
في الإنتاج الصيدلاني الخاضع لمعايير GMP، يجب تأهيل المعدات التي يمكن أن تؤثر على جودة المنتج أو سلامته أو إمكانية تتبعه أو إصدار الدُفعات قبل الاستخدام الروتيني. يعتمد نطاق التأهيل الدقيق على المعدات، وخطر المنتج، والسوق التنظيمي، وسياسة التحقق الخاصة بالشركة.
يثبت تأهيل المعدات أن الماكينة أو النظام مناسب للاستخدام المقصود. بينما يثبت التحقق من العملية أن العملية الكاملة تنتج بشكل ثابت منتجًا يطابق متطلبات الجودة المحددة مسبقًا. عادةً ما يدعم تأهيل المعدات التحقق من العملية، لكنه لا يحل محله.
يمكن أن يدعم FAT كلًا من IQ أو OQ عندما تكون الاختبارات ذات صلة ومُوثقة ولا تتأثر بالنقل أو التركيب في الموقع. ومع ذلك، فإن الفحوصات الخاصة بالموقع مثل المرافق، والتخطيط، والظروف البيئية، والتوصيلات النهائية، وإجراءات التشغيل المحلية عادةً ما تحتاج إلى تحقق في الموقع.
يعتمد عدد تشغيلات PQ على إجراءات الشركة، وخطر المنتج، وتعقيد المعدات، والمتطلبات التنظيمية. تستخدم العديد من الفرق عدة تشغيلات ناجحة لإثبات الاتساق، لكن معايير القبول وخطة أخذ العينات والتبرير أهم من نسخ رقم ثابت دون تقييم للمخاطر.
يوفر التحقق من صحة IQ OQ PQ هيكلًا لتأهيل المعدات الصيدلانية. يثبت IQ أن المعدات مثبتة بشكل صحيح. يثبت OQ أن الوظائف والإنذارات والحدود وأدوات التحكم تعمل كما هو مقصود. يثبت PQ أن الماكينة تؤدي بشكل ثابت مع المنتج الحقيقي والإجراءات المعتمدة. بالنسبة للإنتاج وفرق ضمان الجودة والهندسة، فإن أقوى ملفات التأهيل ليست الأطول، بل هي التي تثبت بوضوح أن المعدات جاهزة لإنتاج GMP.


بريد إلكتروني : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City, Guangdong Province, China





 دعم شبكة IPv6
دعم شبكة IPv6