












 منزل، بيت
منزل، بيت منتجات
منتجات







29+ years in pharmaceutical machinery, covering capsule filling, tablet pressing, blister packaging, tablet and capsule counting, cartoning, GMP production, and overseas machine service.

أقراص فوارة ، والمعروفة أيضًا باسم أقراص فوارة، لقد احتلت مكانة بارزة في سوقي منتجات التغذية والعافية الشخصية. تزداد شعبية هذه الأقراص بشكل متزايد كمنتجات للفيتامينات والمعادن ومكملات الصحة العامة. في الواقع، يعتمد إنتاجها على آلات متطورة مصممة للضغط الدقيق والتعبئة الفعالة. سواء كنت تبحث عن معرفة مكمل فوار س, حبوب فوارة أو أتساءل ماذا فوار الآلات المستخدمة في الإنتاج والتعبئة والتغليف، يغطي هذا الدليل كل شيء.

1. فوار مقابل أقراص فوارة :ما هو الفرق؟
ما هو فوار ؟ على المدى "فوارة" يشير إلى تأثير الفوران أو الفقاعات الذي يحدث عندما تذوب مادة في الماء وتطلق غازًا والذي يكون عادةً ثاني أكسيد الكربون هذا التفاعل الفوار، المعروف باسم فوران ، يستخدم عادة في المنتجات مثل المياه الغازية والفيتامينات الغازية والأدوية سريعة المفعول.

و القبعة هي قرص فوار؟ أن قرص فوار من ناحية أخرى، هو نوع محدد من شكل الجرعة الصلبة مُصممة لتذوب في الماء وتُطلق مكوناتها الفعالة بفوران. تُستخدم هذه الأقراص على نطاق واسع في الصناعات الدوائية والمكملات الغذائية من اجلهم امتصاص سريع ، طعم لطيف ، و سهولة الاستخدام .

يسلط الجدول أدناه الضوء على الاختلافات الرئيسية بين المواد الفوارة العامة والأقراص الفوارة.
|
ميزة |
فوار |
قرص فوار |
|
تعريف |
مصطلح عام يصف المواد التي تنتج فقاعات/فورانًا عند إذابتها . |
شكل أقراص محدد مصمم للفوران في الماء وإطلاق المكونات النشطة . |
|
استمارة |
يمكن أن تكون على شكل مساحيق أو حبيبات أو أقراص . |
دائما على شكل قرص مضغوط . |
|
سياق الاستخدام |
واسع: يشمل مساحيق المشروبات والمكملات الغذائية والأدوية . |
شكل جرعة صلبة صيدلانية أو مغذية . |
|
المكونات الأساسية |
أي خليط قادر على خلق الفوران (حمض + كربونات) . |
عادةً حمض الستريك + بيكربونات الصوديوم، بالإضافة إلى المكونات النشطة . |
|
طريقة التسليم |
يخلط بالماء للحصول على مشروب غازي . |
يتم إسقاطه في الماء لإطلاق المكونات النشطة في صورة سائلة . |
|
غاية |
يعزز الذوبان والطعم والتوافر البيولوجي . |
يسلم جرعة دقيقة بسرعة وسهولة عبر السائل . |
|
أمثلة |
مساحيق الإلكتروليت، أكياس الفيتامينات الفوارة . |
أقراص فيتامين سي، أقراص تسكين الألم، مضادات الحموضة، دعم الترطيب . |
تستخدم الأقراص الفوارة نظام توصيل سريع الذوبان يُحسّن الامتصاص. تجمع هذه الأقراص حمضًا (مثل حمض الستريك) مع كربونات (مثل بيكربونات الصوديوم). عند إضافتها إلى الماء، تتفاعل هذه المكونات لإنتاج ثاني أكسيد الكربون (CO₂)، مما يُنتج فورانًا يُساعد على ذوبان المكونات الفعالة بالتساوي. السائل الناتج سهل البلع، وغالبًا ما يُعزز التوافر الحيوي، مما يجعل الأقراص الفوارة مثالية للمكملات الغذائية والأدوية سريعة المفعول.

التفاعل الفوار - خطوة بخطوة:
• تنشيط الجهاز اللوحي :بمجرد وضعها في الماء، تبدأ الطبقة الخارجية للقرص بالذوبان.
• تفاعل فوران :يتفاعل حمض الستريك مع بيكربونات الصوديوم لإطلاق ثاني أكسيد الكربون.
• الخلط والتعليق :يعمل الغاز المنطلق على توزيع المكونات النشطة بالتساوي في السائل.
• استهلاك : النتيجة محلول أقراص سريع الامتصاص جاهز للشرب ويتفاعل بسرعة في الجسم.
تأتي الأقراص الفوارة في تركيبات مختلفة، مصممة لتناسب احتياجات مختلفة والأسواق المستهدفة. هم تستخدم على نطاق واسع في مختلف الصناعات بما في ذلك المكملات الغذائية ، المستحضرات الصيدلانية ، و التغذية الرياضية .

الجدول أدناه هو نظرة عامة على الاستخدامات الشائعة للأقراص الفوارة.
|
فئة التطبيق |
الاستخدامات الشائعة |
الإيجابيات والسلبيات |
|
المكملات الغذائية |
فيتامين سي، مجموعة فيتامينات ب، الكالسيوم، المغنيسيوم |
- الايجابيات: امتصاص سريع، لطيف على المعدة، ممتاز لمن يعانون من النفور من تناول الحبوب . - السلبيات: قد يحتوي على الصوديوم؛ يتطلب تغليفًا مقاومًا للرطوبة . |
|
الأدوية الصيدلانية |
باراسيتامول، أسبرين، مضادات الحموضة |
- الايجابيات: راحة سريعة المفعول، جرعات دقيقة، مناسبة لكبار السن والأطفال . - السلبيات: ارتفاع تكاليف الإنتاج والتخزين . |
|
تجديد الإلكتروليت |
التعافي الرياضي وعلاج الجفاف |
- الايجابيات: يستعيد المعادن والأملاح بسرعة بعد المجهود . - السلبيات: غير مناسب للأنظمة الغذائية منخفضة الصوديوم . |
|
مساعدات الهضم |
البروبيوتيك، مضادات الحموضة، مكملات الإنزيمات |
- الايجابيات: استخدام مريح بعد تناول الطعام، يساعد على تخفيف الانتفاخ . - السلبيات: قد يسبب الكربون عدم الراحة للأشخاص الحساسين . |
|
علاجات البرد والإنفلونزا |
الزنك وفيتامين سي والأدوية المركبة |
- الايجابيات: هـ سهل الاستخدام عند المرض، راحة سريعة . - السلبيات: قد تحتوي على محليات أو ألوان صناعية . |
|
معززات الطاقة والتركيز |
الكافيين، التورين، الجينسنغ |
- الايجابيات: تعزيز فوري للطاقة، مناسب لأنماط الحياة المزدحمة . - السلبيات: الآثار الجانبية المحتملة المرتبطة بالإفراط في التحفيز أو الكافيين . |
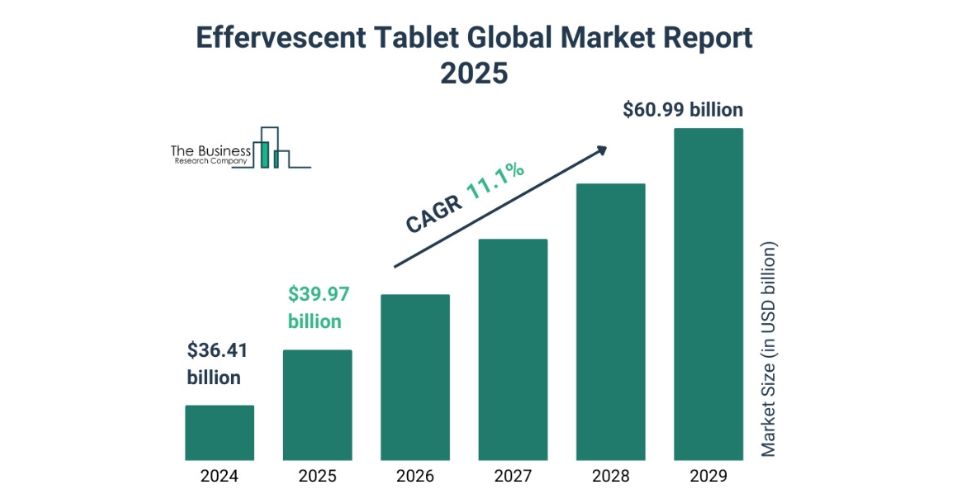
تُمثل الأقراص الفوارة فرصة استراتيجية للمُصنِّعين والعلامات التجارية الساعية إلى تمييز خطوط منتجاتهم في سوق تنافسية. ووفقًا لـ تقرير سوق الأقراص الفوارة العالمي لعام ٢٠٢٥ وفقًا لشركة أبحاث الأعمال، شهد سوق الأقراص الفوارة نموًا قويًا في السنوات الأخيرة، حيث ارتفع من 36.41 مليار دولار أمريكي عام 2024، ومن المتوقع أن يصل إلى 39.97 مليار دولار أمريكي عام 2025، ثم إلى 60.99 مليار دولار أمريكي بحلول عام 2029، بمعدل نمو سنوي مركب قدره 11.1%. وهذا يُشير بوضوح إلى سوق ضخمة للأقراص الفوارة.
(المصدر: https://www.thebusinessresearchcompany.com/report/effervescent-tablet-global-market-report)
ج إذا كنت ترغب في الاختيار بين الأقراص الفوارة أو الأقراص التقليدية لإنتاج منتجك، فإليك جدول مقارنة سريع كمرجع.

|
ميزة |
أقراص فوارة |
الأقراص التقليدية |
|
بداية العمل |
سريع (مذاب مسبقًا) |
أبطأ (يحتاج إلى التفكيك) |
|
ذوق |
لطيف، بنكهة في كثير من الأحيان |
محايد أو مرير |
|
امتصاص |
التوافر البيولوجي العالي |
يختلف حسب التركيبة |
|
صعوبة البلع |
لا شيء (يُشرب كسائل) |
قد يكون الأمر صعبًا على بعض المستخدمين |
|
تحمل المعدة |
ألطف بسبب عوامل التخزين المؤقت |
قد يسبب تهيج المعدة |
1)
تحديد موقع المنتج المتميز
غالبًا ما يُنظر إلى الأقراص الفوارة على أنها مبتكرة ومريحة، مما يتيح للعلامات التجارية السيطرة
نقاط سعر أعلى
وتستهدف المستهلكين المهتمين بصحتهم الذين يبحثون عن خيارات سريعة وممتعة للمكملات الغذائية.
2)
تعزيز امتثال المستهلك
سهولة الاستخدام، والطعم اللطيف، والامتصاص السريع للأقراص الفوارة تعمل على تحسين رضا العملاء والالتزام
، وهو
العوامل الحاسمة التي تقلل من إرجاع المنتجات وتعزز عمليات الشراء المتكررة.
3)
التنوع والابتكار
تُوسّع إضافة التركيبات الفوارة محفظة المنتجات لتتجاوز الأقراص والكبسولات التقليدية. وهذا يُمكّن الشركات من ابتكار نكهات جديدة، ومزيجات وظيفية، وعلاجات مُركّبة تُناسب اتجاهات الصحة والعافية المتنامية.
4)
إمكانات نمو السوق
يواصل سوق الأقراص الفوارة العالمي نموه، مدفوعًا بالطلب المتزايد على
المكملات الغذائية المريحة
،
الفيتامينات
، و
الأدوية التي لا تستلزم وصفة طبية
إن الاستثمار في إنتاج المشروبات الفوارة يمكن أن يفتح الأبواب أمام قنوات توزيع جديدة وشرائح جديدة من المستهلكين.
5)
كفاءة التصنيع والمرونة
توفر مكابس الأقراص الفوارة وخطوط التعبئة والتغليف الحديثة إنتاجًا قابلًا للتطوير مع
مراقبة الجودة المتسقة
عند استخدام آلات موثوقة مثل آلة الضغط القرصي الدوارة
، مما يدعم كل من عمليات الإطلاق على دفعات صغيرة والتصنيع على نطاق واسع.
عند تقييم مكانة الأقراص الفوارة في قطاع الصحة والعافية العالمي، نجد أن بعض العلامات التجارية تتصدر السوق باستمرار. تتميز هذه العلامات التجارية الرائدة في مجال الأقراص الفوارة بابتكارها وجودتها وثقة المستهلكين بها.
|
ماركة |
المنتجات الرئيسية |
الميزات الرئيسية |
|
بيروكا |
أداء بيروكا، تعزيز بيروكا |
دعم متعدد الفيتامينات والمعادن لتعزيز الحدة العقلية والطاقة؛ شكل فوار للامتصاص السريع |
|
ريدوكسون |
ريدوكسون ثلاثي المفعول (فيتامين سي، د، زنك) |
دعم قوي للمناعة، وحماية مضادة للأكسدة، ومتوفر في إصدارات خالية من السكر |
|
نون |
نون سبورت، نون مناعة، نون طاقة |
مُصمم خصيصًا للرياضيين واحتياجات الترطيب؛ يتضمن الإلكتروليتات والنباتات |
|
محمول جواً |
دعم المناعة المحمول جواً فيتامين سي + الزنك |
يتم تسويقه لموسم البرد والإنفلونزا؛ ويحتوي على مستخلصات عشبية مثل إشنسا |
|
إيميرجين-سي |
إيميرجين-سي 1000 ملغ فيتامين سي، إيميرجين-سي إيميون+، إنرجي+، سليب+ |
التركيز على المناعة والعافية اليومية؛ خيارات بنكهات مختلفة؛ مزيج من الفيتامينات ومضادات الأكسدة |
تُظهر هذه العلامات التجارية الرائدة في الصناعة كيفية تصميم الأقراص الفوارة لتناسب شرائح المستهلكين المختلفة ، من الطاقة والدعم الإدراكي إلى الترطيب والمناعة. من خلال دراسة عروض منتجاتهم، يمكن للمصنعين الجدد فهم اتجاهات السوق وكيفية صياغة منتجات فوارة مستهدفة وعالية الطلب.
قرص فوار يتطلب التصنيع معدات متخصصة نظرًا لحساسية المكونات للرطوبة وضرورة ضغطها بدقة. تضمن هذه الآلات جودة ثابتة، وتقلل من هدر المواد، وتحافظ على الإنتاجية. في هذا القسم سنتحدث عن بعض آلات إنتاج الأقراص الفوارة الرئيسية بالإضافة إلى معدات التعبئة والتغليف لتلبية احتيا


بريد إلكتروني : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City, Guangdong Province, China





 دعم شبكة IPv6
دعم شبكة IPv6