
يجمع القرص ثنائي الطبقة بين تركيبتين مُحضّرتين بشكل منفصل في وحدة جرعات واحدة. يمكن أن تحتوي الطبقتان على مكونات فعالة مختلفة، أو تتبعان أنماط إطلاق مختلفة، أو تحافظان على فصل المكونات عندما يؤدي التلامس المباشر إلى حدوث مشكلات في الثبات أو المعالجة. يجب أن يظل القرص النهائي يتصرف كمنتج واحد أثناء الضغط، والإخراج، والطلاء، والتعبئة، والنقل، والتخزين.
يجعل هذا المتطلب تصنيع الأقراص ثنائية الطبقة أكثر تحديًا من ضغط الأقراص أحادية الطبقة العادية. لكل تركيبة خصائصها الخاصة من حيث قابلية الانسياب، والكثافة، ومستوى الرطوبة، والاستجابة للتشحيم، وسلوك التشوه. يجب أن تكون الطبقة الأولى مدمجة بما يكفي لتبقى مستقرة قبل مرحلة التعبئة الثانية، ولكن ليست كثيفة جدًا بحيث لا تستطيع الطبقة الثانية تكوين واجهة قوية. غالبًا ما تبدأ أخطاء وزن الطبقات، وانتقال المسحوق، والتغطية، والانفصال الطبقي في هذه المرحلة.

تُظهر الأبحاث حول الأقراص ثنائية الطبقة أن خصائص المواد، وضغط الطبقة الأولى، والضغط النهائي، وخشونة الواجهة تؤثر جميعها في القوة الميكانيكية. لذلك تأتي الإعدادات الصحيحة من التطوير الخاص بالمنتج وأعمال التوسّع الإنتاجي، وليس من معادلة ضغط عالمية. (PubMed)
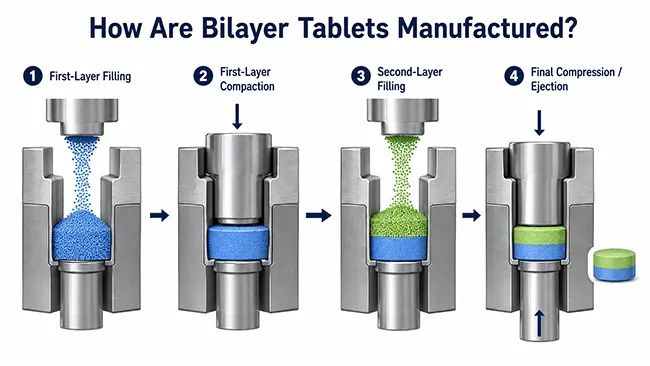
يحتوي القرص ثنائي الطبقة على طبقتين بالضبط مكوّنتين من خلطات منفصلة. تدخل الخلطة الأولى إلى القالب وتتلقى ضغطًا مضبوطًا. ثم تُضاف الخلطة الثانية، ويجمع الضغط النهائي الطبقتين في قرص واحد.
القرص متعدد الطبقات هو الفئة الأوسع للأقراص التي تحتوي على طبقتين أو أكثر. يحتوي القرص ثلاثي الطبقات على ثلاث طبقات. ألوان الطبقات اختيارية: يمكن أن يجعل اللون فحص الواجهة أسهل، لكن البنية تُحدد بواسطة التركيبات المنفصلة والتعبئة المتتابعة.
|
الميزة |
قرص أحادي الطبقة |
قرص ثنائي الطبقة |
|
تغذية التركيبات |
عادةً واحدة |
تغذيتان منفصلتان |
|
تسلسل التعبئة |
مرحلة واحدة |
مرحلتان مضبوطتان |
|
تسلسل الضغط |
الضغط الرئيسي |
ضغط الطبقة الأولى والضغط النهائي |
|
التحكم في الوزن |
الوزن الكلي للقرص |
وزن كل طبقة ووزن القرص الكلي |
|
المخاطر الإضافية |
عيوب الأقراص العامة |
انفصال الطبقات، والتلوث المتبادل، وتباين وزن الطبقات |
تُختار الأقراص ثنائية الطبقة عندما لا تستطيع الخلطة المتجانسة الواحدة تحقيق تصميم المنتج المطلوب.
أحد الاستخدامات الشائعة هو الجمع بين الإطلاق الفوري والإطلاق الممتد. توفر الطبقة الأولى جرعة أولية، بينما تستخدم الثانية سواغات للتحكم في الإطلاق للحفاظ على توصيل الدواء خلال فترة أطول. يأتي سلوك الإطلاق من تركيبة كل طبقة، وليس من اختلاف اللون.
استخدام آخر هو الجمع بين مكونين فعالين في وحدة جرعات واحدة. تسمح الطبقات المنفصلة لكل مكون باستخدام روابط، ومفككات، ومزلقات، أو طرق تحبيب مناسبة. يمكن للتصميم أيضًا تقليل التلامس المباشر بين المواد التي لا ينبغي أن تبقى مختلطة بالكامل أثناء التخزين، رغم أن دراسات الثبات تظل مطلوبة لأن الحد الفاصل بين الطبقات ليس حاجزًا مثاليًا.
لا تحتاج أوزان الطبقات إلى أن تكون متساوية. يسهل تصور تصميم بنسبة 50:50، لكن المنتجات التجارية يمكن أن تستخدم طبقة أولية سميكة وطبقة ثانوية رقيقة. يصعب التحكم في الطبقات الرقيقة لأن خطأً مطلقًا صغيرًا يمثل نسبة أكبر من الوزن المستهدف.
يبدأ تصنيع الأقراص ثنائية الطبقة بتركيبتين مُحضّرتين بشكل مستقل. يمكن لكل خلطة اتباع الضغط المباشر، أو التحبيب الرطب، أو التحبيب الجاف وفقًا لخصائصها الخاصة. كما تُنجز عمليات التجفيف، والطحن، والغربلة، والتشحيم بشكل منفصل.
قبل الضغط، تقارن فرق التطوير توزيع حجم الجسيمات، والكثافة الظاهرية، وقابلية الانسياب، والرطوبة، وقابلية الانضغاط، والاسترجاع المرن، وتركيز مادة التشحيم. لا تؤدي الخلطة التي تنتج قرصًا أحادي الطبقة قويًا تلقائيًا إلى إنشاء واجهة قوية عند دمجها مع مادة أخرى.
يوصل المغذي الأول التركيبة الأولية إلى القالب. يحدد موضع المكبس السفلي الحجم المتاح، بينما يؤثر مستوى المسحوق، وسرعة المغذي، والكثافة الظاهرية في الوزن الفعلي.
التحكم في الطبقة الأولى مهم لأن الوزن الكلي للقرص قد يخفي الخطأ. قد تكون الطبقة الأولى خفيفة بينما تكون الثانية ثقيلة، مما يجعل القرص النهائي قريبًا من وزنه المستهدف رغم أن الجرعات الفردية غير صحيحة.
تتلقى الطبقة الأولى ضغطًا مضبوطًا قبل وصول القالب إلى المغذي الثاني. تعمل هذه الخطوة على تثبيت السطح وتقليل الاضطراب أثناء مرحلة التعبئة التالية.
يمكن أن يسمح الضغط غير الكافي بامتزاج المسحوق، وحركة السطح، وتشوش الحد الفاصل. أما الضغط الزائد فقد يُنشئ سطحًا كثيفًا وأملس مع فرصة أقل لتشابك جسيمات الطبقة الثانية.
أظهرت الأبحاث أن زيادة ضغط الطبقة الأولى يمكن أن تقلل قوة الواجهة في بعض التركيبات. لذلك يجب تحديد الإعداد من خلال الاختبارات بدلًا من نسخه من منتج آخر.
تُنشئ المكبس السفلي مساحة فوق الطبقة الأولى، ويضيف المُغذّي الثاني التركيبة التالية. تؤثر حالة الكاشط، ونظافة طاولة القالب، وإحكام إغلاق المُغذّي، واستخلاص الغبار جميعها على بقاء الطبقة الثانية نظيفة ومملوءة بدقة.
يُكمل الضغط النهائي ثلاث مهام: فهو يدمج الطبقة الثانية، ويزيد من تكثيف الطبقة الأولى، ويُشكّل السطح البيني بينهما. تؤثر القوة الرئيسية، ووقت المكوث، وسرعة البرج الدوّار، وشكل المكبس، وتشوه المادة جميعها في النتيجة.
بعد الضغط، يرفع المكبس السفلي القرص للإخراج. تمر الأقراص عادةً عبر مزيل غبار الأقراصوعند الحاجة، عبر كاشف معادن دوائي. تشمل الفحوصات أثناء العملية المظهر، وحدود الطبقات، والوزن، والسماكة، والصلابة، وقابلية التفتت قبل انتقال الأقراص إلى الطلاء أو التغليف.
يجب أن يقوم مكبس الأقراص ثنائي الطبقةبتنسيق تغذيتين للمادة مع مراحل تعبئة منفصلة وحدثي ضغط. يتضمن تسلسل الآلة الأساسي تغذية الطبقة الأولى، وضغط الطبقة الأولى بشكل مُتحكم به، وتغذية الطبقة الثانية، والضغط النهائي، والإخراج، والتفريغ.
تحتاج كل طبقة إلى إعداد تعبئة خاص بها لأن الخلطتين يمكن أن تكون لهما كثافات مختلفة. كما أن التشغيل المستقر للمُغذّي مهم بنفس القدر. يمكن للمُغذّي القسري تحسين تعبئة القالب عندما يكون تدفق الجاذبية غير كافٍ، لكن سرعة المُغذّي المفرطة يمكن أن تغير الكثافة الظاهرية أو تزيد من الانفصال.
الإعداد الأكثر فائدة ليس الأسرع. يجب أن تؤكد تجارب الإنتاج بقاء أوزان كلتا الطبقتين مستقرة عبر نطاق السرعة المقصود.
يجب أن يكون ضغط الطبقة الأولى والضغط النهائي قابلين للتكرار بشكل مستقل. تؤثر سرعة البرج الدوّار على وقت تعبئة القالب، وإطلاق الهواء، ووقت المكوث، بينما يمكن أن تؤدي الأدوات البالية أو حركة المكبس غير المستقرة إلى اختلافات خاصة بالمحطة.
تُعد إزالة الغبار مهمة بشكل خاص بين منطقتي التغذية. يمكن للمسحوق السائب الذي ينتقل إلى الطبقة الثانية أن يغير الوزن، ويطمس الحد البصري، ويسبب تلوثًا متبادلًا.
إن مكبس الأقراص ثنائي الطبقة من Rich Packingآلة مكبس الأقراصهو الأفضل لتصنيع الأقراص ثنائية الطبقة. تتضمن هذه السلسلة ضبط عمق التعبئة والضغط رقميًا، والتغذية القسرية الاختيارية، واستخلاص الغبار العلوي والسفلي، والتحكم عبر Siemens PLC، وحجرة ضغط مغلقة، وأدوات GCr15، وقوة ضغط تصل إلى 120 kN.
تدعم هذه الميزات التعبئة القابلة للتكرار، وضبط الضغط، والتنظيف، والتحكم في المسحوق. يظل اختيار المعدات النهائي معتمدًا على كلتا التركيبتين، ونسبة وزن الطبقات، وأبعاد القرص، وهدف الإنتاج، ومتطلبات المراقبة، وإجراء التنظيف المقصود.

يتطلب القرص ثنائي الطبقة القوي كلاً من القوة الكلية المقبولة والسطح البيني المستقر. لا تثبت الصلابة الكلية وحدها أن الطبقات مترابطة بإحكام.
سلوك المادة هو العامل الأول. تؤثر قابلية التدفق على تعبئة القالب، وتحدد الكثافة مقدار الوزن الذي يشغله الحجم المتاح، ويؤثر حجم الجسيمات في التراص والانفصال. تغيّر الرطوبة سلوك التشوه والالتصاق. تقلل مواد التشحيم الاحتكاك، لكن التشحيم المفرط يمكن أن يغطي أسطح الجسيمات ويضعف الترابط.
الاسترداد المرن هو مصدر قلق رئيسي آخر. تتمدد كلتا الطبقتين بعد تحرير الضغط. عندما تستعيد إحداهما حجمها أكثر من الأخرى، يتولد إجهاد عبر السطح البيني. يمكن أن ينقسم القرص حينها أثناء الإخراج أو الطلاء أو النقل أو التخزين. لذلك يجب تقييم خصائص المواد وإعدادات الضغط معًا بدلًا من اعتبارها متغيرات منفصلة.
تؤثر خشونة السطح البيني أيضًا. يمنح سطح الطبقة الأولى الخشن بدرجة معتدلة التركيبة الثانية فرصة أكبر للتشابك الميكانيكي. يمكن أن يقلل الضغط المفرط على الطبقة الأولى من تلك الخشونة. ربطت الأبحاث بين زيادة خشونة السطح البيني وأقراص ثنائية الطبقة أقوى، رغم أن النتيجة النهائية تعتمد أيضًا على خصائص تكثيف كلتا المادتين.
يمكن لترتيب الطبقات أن يغير النتيجة كذلك. قد يتصرف وضع مادة أكثر لدونة أسفل مادة أكثر هشاشة بشكل مختلف عن عكس الترتيب. لذلك يجب أن تقيّم تجارب التطوير التسلسل المخطط له بدلًا من اختبار التركيبتين فقط كأقراص منفردة.
أخيرًا، تؤثر السرعة ووقت المكوث على التعبئة وإزالة الهواء والتكثيف. تقارن التجربة المفيدة بين أوزان كلتا الطبقتين، والوزن الكلي، والصلابة، وقابلية التفتت، ومظهر الحدود، ومعدل الرفض عند سرعات التشغيل المنخفضة والعادية والعليا.
|
العيب |
الأسباب المحتملة |
الفحوصات الأولى |
|
انفصال الطبقات |
ضغط مفرط للطبقة الأولى، سطح بيني ضعيف، اختلاف الاسترداد المرن |
إعداد الطبقة الأولى، والتشحيم، والرطوبة، وتوافق التركيبة |
|
حدود غير واضحة |
الطبقة الأولى رخوة جدًا، وجود فائض من الجسيمات الدقيقة، اضطراب المُغذّي |
الضغط الأولي، وحجم الجسيمات، والمُغذّي الثاني |
|
تفاوت وزن الطبقة الأولى |
ضعف التدفق، مستوى مسحوق غير مستقر، عمق تعبئة غير صحيح |
مستوى القادوس، وسرعة المُغذّي، والكثافة |
|
تباين وزن الطبقة الثانية |
تسرب، بقايا، تغذية غير متساوية |
نظافة وحدة التغذية، والكاشطة، وطاولة القالب |
|
التلوث المتبادل |
استخلاص ضعيف، انتقال بقايا، أختام مهترئة |
الشفط، الأختام، التنظيف |
|
تكوّن الغطاء |
هواء محبوس، إزالة ضغط سريعة، سرعة مفرطة |
الضغط المسبق، القوة الرئيسية، زمن المكوث |
|
قابلية تفتت عالية |
حبيبات ضعيفة، كمية كبيرة جدًا من مادة التشحيم، ضغط منخفض |
التحبيب، الرابط، التشحيم، القوة |
|
الالتصاق |
رطوبة عالية، تشحيم ضعيف، أسطح قوالب مهترئة |
الرطوبة، مادة التشحيم، أدوات التشكيل |
يساعد وقت وموقع العيب في تضييق نطاق السبب. تشير المشكلات الموجودة منذ بدء التشغيل عادةً إلى التركيبة، أو الإعداد، أو أدوات التشكيل، أو الإعدادات غير الصحيحة. أما العيوب التي تظهر بعد التشغيل لفترة طويلة فتشير إلى الانفصال، أو انضغاط مادة التغذية، أو تراكم المواد، أو تغير ظروف الرطوبة.
يشير العيب المرتبط بمحطة تثقيب واحدة عادةً إلى أدوات تشكيل محلية، أو حركة المثقب، أو تباين تعبئة القالب. أما المشكلة التي تظهر عبر جميع المحطات فتشير بقوة أكبر إلى حالة مشتركة في المادة أو العملية.
يستحق انفصال الطبقات اهتمامًا خاصًا لأن زيادة الضغط النهائي ببساطة لا تحل المشكلة دائمًا. يجب النظر إلى سطح الطبقة الأولى، ومستوى مادة التشحيم، والارتداد المرن، والهواء المحبوس، وتوافق التركيبة معًا. قد يفشل السطح البيني مباشرة بعد الإخراج أو لاحقًا أثناء الطلاء والتعبئة.
يجب أن تتتبع المراقبة أثناء العملية الطبقة الأولى، والطبقة الثانية، والقرص النهائي بشكل منفصل. تشمل السجلات المفيدة أوزان الطبقات الفردية، والوزن الكلي، وقوة الضغط، والسماكة، والمظهر، ومعدل الرفض، والسرعة، وفقدان المسحوق.

يتبع اختبار المنتج النهائي المواصفة المعتمدة ويمكن أن يشمل المظهر، وتباين الوزن، والصلابة، وقابلية التفتت، والتحليل، وتجانس المحتوى، والذوبان، والثبات، وسلامة الطبقات. تحتاج المنتجات التي تحتوي على مادتين فعالتين إلى طرق مناسبة ومعايير قبول لكل مكوّن.
يربط ICH Q8 بين خصائص المواد الحرجة ومعلمات العملية الحرجة وجودة المنتج، ويدعم تطوير نطاق تشغيل مبرر. يضع ICH Q6A مواصفات المنتج النهائي ضمن استراتيجية تحكم أوسع تشمل أيضًا التطوير، والتحقق، والتحكم أثناء العملية، وأعمال الثبات، وGMP.
يتطلب التوسيع الصناعي أكثر من مجرد زيادة سرعة القرص الدوار. تغيّر معدات الإنتاج قصّ وحدة التغذية، وزمن تعبئة القالب، وزمن المكوث، وظروف التفريغ، وإعادة تدوير المسحوق، ومدة الدفعة. يجب أن تغطي التجارب بدء التشغيل، والتشغيل العادي، وتغييرات السرعة، والتوقفات، وإعادة التشغيل، والتشغيل الممتد.
يوفر استخدام التركيبات الفعلية أدلة أكثر فائدة من الاختبار باستخدام مسحوق قياسي فقط. يجب أن تعيد التجربة إنتاج نسبة الطبقات المقصودة، وقطر القرص، والسماكة، والإنتاجية، والمناولة اللاحقة.
يجب أن تحمي التعبئة كلًا من التركيبة والسطح البيني. قد تتطلب المنتجات الحساسة للرطوبة مواد تغليف فقاعية عالية الحاجز، بينما تحتاج الأقراص الهشة ميكانيكيًا إلى مسار تغذية وتعبئة يتجنب الصدمات المفرطة. يمكن أن تتضمن تعبئة العبوات إدخال مادة مجففة وإغلاقًا بالحث عندما تبرر ذلك بيانات الثبات.
يجمع القرص ثنائي الطبقة بين تركيبتين، لكن نجاح الإنتاج يعتمد على التحكم بهما بشكل منفصل قبل أن تصبحا وحدة جرعات واحدة. تعد التغذية المستقرة، وضغط الطبقة الأولى الصحيح، وملء الطبقة الثانية النظيف، والضغط النهائي المناسب، والاختبارات الخاصة بكل طبقة هي الأسس الرئيسية.
توفر مكبس الأقراص ثنائي الطبقة التسلسل ونقاط التحكم المطلوبة، لكن قوة الآلة لا تستطيع تصحيح ضعف الانسيابية، أو التشوه غير المتوافق، أو التشحيم المفرط، أو نسبة الطبقات غير المناسبة. يأتي التصنيع الموثوق من مواءمة خصائص التركيبة، وأدوات التشكيل، والتغذية، والضغط، والتحكم بالغبار، والسرعة، واختبارات الجودة، والتعبئة ضمن نطاق تشغيل مُتحقق منه.
يُصنع القرص العادي عادةً من مزيج رئيسي واحد في تسلسل تعبئة واحد. أما القرص ثنائي الطبقة فيستخدم تركيبتين منفصلتين، ومرحلتين للتعبئة، وضغطًا متسلسلًا.
تشمل الأسباب الشائعة ضغط الطبقة الأولى المفرط، وضعف تكوين السطح البيني، واختلاف الارتداد المرن، وزيادة مادة التشحيم، وتغير الرطوبة، والهواء المحبوس.
لا توفر المكبس المصمم لتغذية واحدة وتسلسل ضغط واحد تحكمًا كاملًا في الأقراص ثنائية الطبقة. تحتاج المعدات إلى ترتيب مناسب لتغذيتين، وضغط الطبقة الأولى، وملء الطبقة الثانية، والضغط النهائي.
تستخدم كل طبقة عمق تعبئة خاصًا بها، وإعداد وحدة التغذية، ومستوى المسحوق، وفحوصات العملية. تتم إضافة أخذ عينات من الطبقة الأولى أو التغذية الراجعة التلقائية عند الحاجة وفقًا للمنتج وبما تدعمه الآلة.
لا. يمكن أن يؤدي الضغط المفرط للطبقة الأولى إلى جعل السطح أملس وأكثر كثافة، مما يقلل الترابط البيني. يجب أيضًا أن تبقى القوة النهائية ضمن نطاق يدعم المتانة دون إحداث إجهاد مفرط أو تغيير أداء المنتج.
● أبيبي، أ. وآخرون. مراجعة لتقنية الأقراص ثنائية الطبقة. (PubMed)
● ICH. التطوير الصيدلاني Q8(R2) ومواصفات Q6A. (ICH)


بريد إلكتروني : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City, Guangdong Province, China





 دعم شبكة IPv6
دعم شبكة IPv6 












 منزل، بيت
منزل، بيت منتجات
منتجات






