
تقوم آلة ضغط الأقراص بضغط المساحيق أو الحبيبات لتشكيل أقراص. ولا ينبغي أن يُحدد الاختيار الأمثل بناءً على أعلى سرعة مُعلنة فقط. بل يجب مراعاة الجوانب العملية التالية: هل تستطيع الآلة الحفاظ على وزن الأقراص وصلابتها عند مستوى الإنتاج المطلوب؟ هل تستطيع تجنب العيوب الشائعة عند السرعة العالية؟ هل يستطيع فريقك تنظيف الأدوات وتغييرها بسرعة كافية للحفاظ على فعالية المعدات الإجمالية (OEE) عالية؟
صُمم هذا الدليل خصيصًا لهذا الواقع. ستبدأ بمقارنة الأنواع الرئيسية (بما في ذلك نماذج مكابس الأقراص الدوارة المستخدمة في الإنتاج المستمر)، ثم ستتعرف على مبدأ العمل لتوضيح مصطلحات مثل الضغط المسبق، وقوة الضغط، ووقت التوقف. أخيرًا، ستستخدم قائمة مختصرة تضم 10 مواصفات أساسية لمقارنة الآلات والموردين بطريقة تحاكي الإنتاج الفعلي، لا سيما المثاقب والقوالب (الأدوات) ووقت التغيير، والتي غالبًا ما تحدد التكلفة على المدى الطويل والأداء اليومي.

أ جهاز لوحي أو آلة تُصنع الأقراص عن طريق ضغط كمية محددة من المادة داخل قالب. قد ترى أيضًا "آلة ضغط الأقراص". آلة ضغط الحبوب أو "آلة تصنيع الأقراص". في معظم سياقات الشراء، تشير هذه التسميات إلى نفس الوظيفة الأساسية.
في مجال الإنتاج، يُعدّ تصميم مكبس الأقراص الدوار هو الأكثر شيوعاً. يحتوي البرج الدوار على محطات متعددة، وتكرر كل محطة نفس الدورة: ملء القالب، وضغط المسحوق، ثم إخراج القرص.
الأجزاء التي تؤثر بشكل كبير على الاستقرار وسهولة التشغيل بسيطة:
● قادوس ومغذي : ينقل المسحوق إلى القوالب ويؤثر على مدى استقرار عملية التعبئة عند السرعة.
● البرج والقوالب : تحديد مسار القالب وقدرة حجم القرص.
● قوالب وقوالب : الأدوات التي تشكل الجهاز اللوحي وتؤثر بشكل كبير على العيوب والتآكل وسلوك الإخراج.
● الضغط المسبق والضغط الرئيسي الضغط المرحلي الذي يتحكم في إطلاق الهواء والصلابة النهائية.
● القذف والإقلاع يزيل الأقراص دون تكسيرها أو التصاقها أو تراكمها.
● استخلاص/احتواء الغبار يحافظ على استقرار المكبس، ويقلل من تراكم المواد حول الأدوات، ويدعم التشغيل المتسق.
ضع في اعتبارك مبدأً واحداً: أنت تشتري القدرة على التكرار، وليس مجرد "القدرة على الضغط". القدرة على التكرار هي ما يميز الآلة التي تعمل بسلاسة عن تلك التي تحتاج إلى تعديل مستمر.
تندرج معظم الخيارات ضمن فئتين.
تُنتج مكابس الضغط الأحادي (ذات المحطة الواحدة) قرصًا واحدًا في كل دورة. وهي تُستخدم غالبًا في البحث والتطوير، والتجارب الأولية، والإنتاج بكميات صغيرة، وفي البيئات التي تُعطى فيها الأولوية للمرونة على الإنتاج. ورغم بساطتها، إلا أن اتساق النتائج قد يكون أكثر حساسية لإعدادات المشغل وسلوك المسحوق.
أقراص دوارة تعمل الآلات متعددة المحطات بشكل متواصل وتُنتج كميات أكبر بكثير. والأهم من ذلك، أنها بعد ضبطها، تحافظ عادةً على الوزن والصلابة بثبات أكبر عند سرعة الإنتاج. أما في الإنتاج التجاري، فيُعدّ التصميم الدوار الخيار الأمثل.
في مكابس الطباعة الدوارة، يُعدّ التكوين هو العامل الحاسم في اختيار "النوع". هل تحتوي الآلة على مرحلة ضغط مسبق حقيقية؟ هل تستخدم التغذية بالجاذبية أم التغذية القسرية؟ ما هي أحجام وأشكال الأقراص التي تدعمها باستخدام القوالب والمثاقب المتوفرة؟ غالبًا ما تحدد هذه العوامل ما إذا كان بإمكانك إنتاج منتجك بالكمية المستهدفة مع إنتاجية مقبولة ووقت توقف معقول.
تقوم مكبس الأقراص الدوار بتكرار نفس الدورة في كل محطة أثناء دوران البرج.
أولاً، يدخل المسحوق إلى منطقة التغذية ويملأ كل قالب أثناء مروره أسفل إطار التغذية. بعد ذلك، تقوم الآلة بقياس كمية التعبئة بحيث تبقى كمية محددة في القالب - وهذا هو أساس التحكم في وزن الأقراص.
تُطبّق العديد من المكابس بعد ذلك ضغطًا أوليًا خفيفًا. يساعد هذا الضغط على إزالة الهواء المحبوس وبدء عملية التماسك. تُعدّ هذه المرحلة ذات قيمة خاصة للخلطات التي تحبس الهواء، أو ترتد بشكل مرن، أو تُظهر تغليفًا/ترقيقًا عند السرعات العالية.
بعد ذلك، تُشكّل عملية الضغط الرئيسية القرص النهائي. وتُحدد قوة الضغط والمدة الزمنية الفعلية للضغط الصلابة النهائية والسماكة والكثافة. وهنا تكمن أهمية مدة الضغط. مدة الضغط هي المدة الفعلية التي يتعرض فيها المسحوق للضغط. مع زيادة سرعة دوران الجهاز، تقل مدة الضغط عادةً، ولهذا السبب تبدو بعض الخلطات جيدة عند الإنتاج المتوسط، لكنها تفقد صلابتها أو تظهر بها عيوب عند زيادة سرعة الجهاز.
وأخيرًا، لإخراج القرص النهائي، تتحرك أداة الضغط السفلية للأعلى. ثم تقوم وحدة الإخراج بنقل القرص خارج المكبس، ويساعد نظام التحكم بالغبار على منع تراكمه حول الأدوات، مما قد يؤدي إلى التصاق القرص أو انفصاله أو انحراف وزنه.
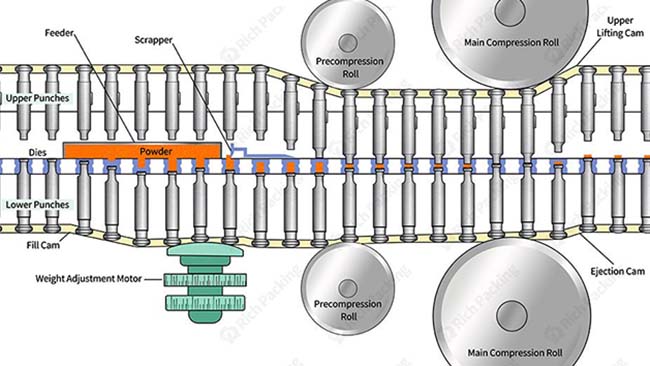
مبدأ عمل مكبس الأقراص الدوار
بمجرد أن ترى الدورة بوضوح، يصبح منطق الشراء واضحًا أيضًا: تعبئة مستقرة، ونافذة ضغط قابلة للتطبيق (غالبًا مع ضغط مسبق)، ووقت توقف كافٍ عند مستوى الإنتاج المستهدف، وإخراج نظيف - بالإضافة إلى تغيير يناسب جدولك الزمني.
استخدم هذه العناصر العشرة لمقارنة النماذج والموردين بطريقة تحاكي الإنتاج الفعلي. وهي تركز على استدامة الإنتاج، ومخاطر العيوب، واقتصاديات الأدوات، وأداء عملية تغيير الإنتاج.
|
8 |
المواصفات الحرجة |
لماذا يُعد ذلك مهماً؟ |
ما الذي يجب تأكيده (السؤال والتحقق) |
|
1 |
الناتج الفعلي عند مستوى القرص المستهدف (أقراص/ساعة تحت وزنك + الصلابة) |
سرعة طباعة الكتيبات لا تضمن استمرار الإنتاج |
قم بإجراء تجربة لمدة ساعة إلى ساعتين باستخدام تركيبتك (أو تركيبة مشابهة لها): سجل الناتج، وتفاوت الوزن، وثبات الصلابة/السماكة، ومعدل الهدر. |
|
2 |
النوع والتكوين (مكبس قرص ذو ضغطة واحدة مقابل مكبس قرص دوار، محطات، محطة ضغط مسبق) |
يحدد الاستقرار والحد الأقصى للتشغيل التجاري |
تأكد من عدد المحطات وما إذا كانت مرحلة الضغط المسبق مرحلة مستقلة حقيقية يمكنك ضبطها وتكرارها |
|
3 |
سرعة البرج ووقت التوقف |
غالباً ما تنخفض الجودة عند السرعات العالية لأن زمن التوقف يتقلص |
قارن النتائج عند سرعات مختلفة: راقب الصلابة، والتغطية/التصفيح، وما إذا كان يجب أن ترتفع القوة بشكل كبير جدًا للحفاظ على الجودة. |
|
4 |
قوة الضغط الرئيسية (كيلو نيوتن) (قوة الضغط) |
يحدد نطاق الضغط العملي، وليس مجرد "أقصى طاقة". |
اطلب نطاق العمل الموصى به لحجم جهازك اللوحي والأهداف التي تستهدفها؛ تحقق من منحنيات القوة وثبات الصلابة في تجربة. |
|
5 |
قوة الضغط المسبق (كيلو نيوتن) (الضغط المسبق) |
يزيل الهواء ويقلل من خطر التغطية/التغليف |
اضبط الضغط المسبق أثناء التشغيل التجريبي وتأكد من انخفاض معدل العيوب دون التسبب في مشاكل جديدة |
|
6 |
أقصى حجم وشكل ممكن للأجهزة اللوحية |
يؤدي القطر الكبير والشق العميق والأشكال غير المنتظمة إلى تفاقم مشاكل الإجهاد |
اختبر الشكل المستهدف: تحقق من جودة الشقوق/الرقائق/الخدوش، وما إذا كان يجب تقليل السرعة للحفاظ على الإنتاجية. |
|
7 |
التحكم في الوزن ونطاق الجرعات (عمق التعبئة / التحكم في التغذية الراجعة) |
يؤدي ثبات الوزن إلى الامتثال ومعدل الهدر |
تحقق من تباين الوزن ومدى سرعة عودة المكبس إلى وضع التحكم المستقر بعد التغييرات. |
|
8 |
نظام الأدوات (المثاقب والقوالب) (قياسي، متوفر) |
تؤثر الأدوات على التكلفة طويلة الأجل، ووقت التسليم، والتحكم في العيوب |
تأكيد معايير الأدوات (مثل B/D)، ومدة التسليم، وقابلية تكرار التركيب، وخيارات السطح للخلطات اللزجة |
|
9 |
نظام التغذية (التغذية بالجاذبية مقابل التغذية القسرية) |
سرعان ما يتحول ضعف التدفق إلى تباين في الوزن وفقدان في الإنتاج |
إذا لم يتدفق المزيج جيدًا، فتأكد من خيارات وحدة التغذية القسرية وتحقق من التعبئة المنتظمة بالسرعة المستهدفة. |
|
10 |
تصميم عملية التغيير والتنظيف (التغيير) |
غالباً ما تحدد عملية تغيير المنتج الأداء الفعلي لفعالية المعدات الكلية (OEE) وأداء التسليم. |
قم بتبديل الجهاز بالكامل إلى أول جهاز لوحي سليم؛ تحقق من سهولة الوصول، وميزات التحرير السريع، وتنظيف "المناطق الميتة". |
نقطة أساسية: لا تضمن أرقام "القوة القصوى" و"السرعة القصوى" المبهرة استقرار الأقراص. تنشأ العديد من المشاكل الحقيقية من تفاعل التغذية، والضغط المسبق، ووقت التوقف، والأدوات - بالإضافة إلى مدى تكرار تغيير وحدات التخزين.
ابدأ بدراسة خصائص المادة. إذا كان المسحوق سهل التدفق، فقد تبدو العديد من الآلات جيدة في عرض توضيحي قصير. لكن الفرق يظهر جليًا عندما يكون المزيج أقل تجانسًا: انخفاض الكثافة الظاهرية، أو وجود شحنات كهربائية ساكنة، أو تباين واسع في حجم الجسيمات، أو وجود مكونات ماصة للرطوبة، أو مزيج غني بالدهون، أو ببساطة تباين بين الدفعات. في هذه الحالات، يصبح نظام التغذية وطريقة التحكم في الوزن هما العاملان الحاسمان في نجاح العملية. غالبًا ما تُحوّل وحدة التغذية القسرية التعبئة غير المستقرة إلى تعبئة متجانسة، خاصةً مع زيادة الإنتاج.
بعد ذلك، قيّم معدل إطلاق الهواء وارتداد المنتج. يُعدّ التغلغل والتصفيح من المشاكل الشائعة عندما لا يتمكن الهواء من الخروج بالسرعة الكافية أو عندما يرتد المنتج المضغوط بعد الضغط. وهذا تحديدًا ما تعالجه عملية الضغط المسبق ووقت التوقف.
تُوفّر عملية الضغط المسبق خطوةً مبكرةً للتماسك تُساعد على إخراج الهواء؛ بينما يُوفّر وقت التثبيت وقتًا كافيًا للترابط تحت الضغط. إذا قمتَ بزيادة قوة الضغط الرئيسية فقط لمكافحة هذه العيوب، فقد تزيد الصلابة، ولكنك ستزيد أيضًا من الحرارة والالتصاق وتآكل الأدوات، مما يجعل تشغيل المكبس أكثر صعوبةً مع مرور الوقت.
تُعدّ هندسة الأقراص مهمة أيضاً. فالأقراص ذات القطر الكبير، وخطوط القطع العميقة، والنقوش البارزة، والأشكال غير المنتظمة تُركّز الضغط، مما قد يزيد من تشقق الحواف، والتكسر، وعيوب المظهر أثناء عملية الإخراج. وهنا يبرز تأثير اختيار القوالب والمثاقب والتشطيب على الإنتاجية بشكل مباشر. إذا كان مزيج منتجاتك يتضمن أشكالاً متعددة، فإن تغيير الأدوات ليس مجرد "تفصيل صيانة"، بل هو جزء من استراتيجية الإنتاج، لأن استبدال الأدوات وتنظيفها يُحدّد إنتاجك الأسبوعي الفعلي.
وأخيرًا، اختر آلة الطباعة المناسبة لوتيرة عملك. إذا كنت تدير حملات طويلة الأمد، فإن وقت تغيير الإعدادات يصبح أقل أهمية. أما إذا كنت تنتج العديد من المنتجات، فإن آلة طباعة أبطأ قليلاً بتصميم أفضل لتغيير الإعدادات يمكنها إنتاج عدد أكبر من الأقراص القابلة للبيع أسبوعيًا مقارنةً بآلة أسرع تستغرق ساعات للتشغيل والاستقرار.
أدوات ضغط الأقراص لا يقتصر تأثيرها على مظهر الأقراص فحسب، بل تؤثر أيضًا على الاحتكاك والحرارة وسلوك إطلاق الهواء وسلاسة الإخراج ومدى حساسية العملية للتغيرات الطفيفة. إذا كانت آلة الطباعة تعمل بشكل جيد في البداية ثم بدأت تظهر عليها تدريجيًا علامات الالتصاق أو خشونة الأسطح أو التكسر أو زيادة نسبة الخردة، فغالبًا ما يكون السبب هو تآكل الأدوات أو تراكم الرواسب.
تعامل مع توحيد الأدوات كقرار شراء. فالمعايير الشائعة الاستخدام تُحسّن عادةً من توافر الأدوات، وتُقلّل من فترات التسليم، وتُخفّض التكاليف على المدى الطويل. كما تُسهّل عملية استكشاف الأخطاء وإصلاحها، إذ يُمكنك مقارنة الأداء بين مجموعات الأدوات دون تغيير متغيرات متعددة في آنٍ واحد.
 أدوات آلة ضغط الأقراص
أدوات آلة ضغط الأقراص
في التشغيل اليومي، راقب العلامات البسيطة مبكرًا: حواف النقش الباهتة، والتشققات الدقيقة، وزيادة مقاومة الإخراج، أو الزيادة التدريجية في الالتصاق/التقاط القطع. لا تؤثر هذه المؤشرات على الجودة فحسب، بل تُبطئ عادةً عمليات التنظيف والتغيير أيضًا. تعتمد العملية المستقرة على جودة أدوات متسقة، وخيارات سطح مناسبة لمزيجك، وخطة فحص/تدوير أساسية بدلًا من "التشغيل حتى التعطل".
تُصبح الكفاءة حقيقية عند تغيير خط الإنتاج. حتى المكابس عالية السرعة قد لا تُحقق الأداء الأمثل إذا استغرقت عملية إزالة الأدوات وتنظيفها وإعادة تجميعها ومحاذاتها وتثبيتها وقتًا طويلاً. في إنتاج المنتجات متعددة الأصناف، غالبًا ما يُهيمن تغيير خط الإنتاج على الإنتاج الأسبوعي.
قِسْ عملية تغيير المنتج بدقة: من آخر قرص سليم من المنتج (أ) إلى أول قرص سليم من المنتج (ب)، بما في ذلك التنظيف والتثبيت. هذا الرقم أكثر فائدة من أي ادعاء عام بـ"سرعة تغيير المنتج". في العروض التوضيحية المقارنة، راقب عدد الأدوات المطلوبة، وما إذا كانت الأجزاء تعود إلى موضعها بشكل متكرر، وما إذا كان الوصول إلى منطقة التنظيف سهلاً أم مليئًا ببقايا المسحوق.
تُسهّل المكابس المصممة جيدًا عملية تغيير المنتجات بشكل متكرر وبأقل قدر من المخاطر. وهذا أمر بالغ الأهمية لزيادة الإنتاجية، وكذلك للنظافة والتحكم في التلوث المتبادل، خاصةً إذا كنت تعمل وفقًا لممارسات التصنيع الجيدة أو أي نظام جودة داخلي صارم.
لا تقتصر أهمية التوثيق على شركات الأدوية الخاضعة للرقابة فحسب، بل إنها تحدد مدى سرعة تركيب جهاز الضغط وتأهيله وصيانته دون نزاعات مستمرة. كحد أدنى، يجب التأكد من وضوح تعريف المعدات، وتفاصيل المواد والأسطح للأجزاء الملامسة للمنتج، واتباع نهج عملي للمعايرة (خاصةً لقياس قوة الضغط)، ووضع خطة صيانة تضمن دقة النتائج.
إذا كنت تعمل وفقًا لممارسات التصنيع الجيدة (GMP)، فابحث عن دعم منظم: اختبارات قبول واضحة، وإجابات فنية متسقة، ووثائق تجعل عملية التأهيل سهلة الإدارة. الهدف بسيط: بعد الصيانة أو استبدال الأجزاء، يجب أن تكون قادرًا على إعادة آلة تصنيع الأقراص إلى إعدادات مضبوطة وقابلة للتكرار، وليس "ضبطها من الصفر".

تعود معظم المشاكل إلى عدد قليل من العوامل.
غالباً ما تتفاقم مشاكل التغطية والتصفيح عند السرعات العالية. في هذه الحالات، يُعدّ الضغط المسبق ومدة التوقف عادةً أول ما يجب تقييمه، وليس فقط قوة الضغط الرئيسية العالية. فمرحلة الضغط المسبق الأقوى والأكثر تحكماً تقلل العيوب مع الحفاظ على قوة الضغط الرئيسية ضمن نطاق آمن. غالباً ما تتضمن عمليات الالتصاق والالتقاط الاحتكاك والحرارة وتفاعلات السطح. وتُعد جودة تشطيب الأدوات، ودرجة الحرارة عند طرف المثقب، والتحكم في الغبار، ونطاق القوة/السرعة عوامل مهمة. إذا قام المشغلون بزيادة قوة الضغط باستمرار للحفاظ على الصلابة، فقد يزيدون الحرارة والالتصاق دون قصد. غالباً ما يحل اختيار مثاقب وقوالب أفضل، بالإضافة إلى نطاق ضغط متوازن، مشاكل أكثر من مجرد استخدام القوة المفرطة.
يُعدّ تباين الوزن مشكلة شائعة في التغذية والمعايرة. إذا ازداد انحراف الوزن مع السرعة، فافحص نظام التغذية (غالباً ما يتطلب استخدام وحدة تغذية قسرية)، وثبات التعبئة، وكيفية استجابة نظام التحكم في الوزن للتغيرات. العديد من "شكاوى الدقة" هي في الواقع "شكاوى تتعلق بثبات التعبئة".
غالباً ما يرتبط تشقق الأقراص وكسر حوافها بشكلها الهندسي، وظروف إخراجها، وتآكل أدوات التصنيع. إذا ظهرت العيوب مباشرةً بعد تغيير المنتج، فتحقق من دقة ملاءمة أدوات التصنيع وضبطها قبل إلقاء اللوم على الخليط.
يُعد سعر الشراء الأولي عاملاً واحداً فقط من بين عوامل التكلفة الإجمالية. مع مرور الوقت، تتأثر التكلفة الإجمالية بشكل كبير بعوامل أخرى مثل وقت التشغيل، والخردة، وعمر الأدوات، ووقت تغيير الإنتاج، وسرعة التعافي من المشاكل. يوفر المورد الجيد تجارب واقعية، وإمداداً مستقراً بقطع الغيار، وإرشادات للصيانة الوقائية، لضمان عدم خروج الآلة عن السيطرة بعد بضعة أشهر.
عند مقارنة الموردين، استفسر عن مدة توريد قطع الغيار، وجودة التدريب، وسرعة الاستجابة للخدمة، وما إذا كان بإمكانهم المساعدة في ضبط نطاق الضغط لمزيجك بدلاً من مجرد توريد المعدات. على سبيل المثال، غالباً ما تركز شركات تصنيع مثل ريتش باكينج على دعم التشغيل والتوجيه العملي للإنتاج في مشاريع مكابس الضغط الدوارة، لأن استقرار الإنتاج وأداء تغيير العمليات عادةً ما يكونان أهم من ادعاءات السرعة القصوى.
إذا بدت مكبستان متشابهتين على الورق، فإن الخيار الأفضل عادة ما يكون هو الخيار الذي يجعل العملية أسهل في التحكم أسبوعًا بعد أسبوع: تغذية مستقرة، وضغط مسبق وضغط رئيسي يمكن التحكم فيهما، ووقت توقف كافٍ عند الناتج المستهدف، ودعم أدوات موثوق به، وتغيير أسرع وأنظف.

في معظم سياقات الشراء، نعم. يشير كلاهما إلى المعدات التي تضغط المواد على شكل أقراص.
اختر نظام الدوران للإنتاج المستمر، وزيادة الإنتاجية، وتحكم أكثر استقرارًا على نطاق تجاري. أما نظام التثقيب الأحادي فهو أفضل للتجارب والكميات الصغيرة.
تعتمد القوة على حجم القرص، وصلابته المستهدفة، وخصائص التركيبة. تأكد من نطاق العمل المناسب من خلال تجربة عملية، وليس فقط من خلال الحد الأقصى للقوة.
يساعد ذلك على إزالة الهواء المحبوس ويبدأ عملية التماسك قبل الضغط الرئيسي، مما يقلل من العيوب المتعلقة بالارتداد بسرعة.
يشير زمن التوقف إلى المدة التي تتعرض فيها المادة للضغط الكامل. وعادةً ما تؤدي السرعة العالية إلى تقليله، مما قد يقلل من قوة الترابط ويزيد من العيوب إذا كانت نافذة العملية ضيقة.
تأكد من معيار الأدوات وتوافرها، ثم راقب علامات التآكل مثل الالتصاق المتزايد، والأسطح الخشنة، والتشقق، والمظهر غير المتناسق.
قم بتحديد وقت التغيير الكامل من آخر جهاز لوحي جيد إلى أول جهاز لوحي جيد، بما في ذلك التنظيف وإعادة التجميع وفحوصات المحاذاة والتثبيت.
صفحة موضوع ISPE – C&Q:
https://ispe.org/topics/commissioning-qualification
USP <701> التفكك (PDF):
https://www.uspnf.com/sites/default/files/usp_pdf/EN/USPNF/generalChapter701.pdf
USP <1216> هشاشة الأقراص (ملف PDF):
تكنولوجيا الأدوية - مناقشة معايير الأدوات:


بريد إلكتروني : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City, Guangdong Province, China





 دعم شبكة IPv6
دعم شبكة IPv6 












 منزل، بيت
منزل، بيت منتجات
منتجات






