












 منزل، بيت
منزل، بيت منتجات
منتجات







29+ years in pharmaceutical machinery, covering capsule filling, tablet pressing, blister packaging, tablet and capsule counting, cartoning, GMP production, and overseas machine service.

في التصنيع المستمر، تنتقل المواد عبر مراحل الإنتاج المتصلة بتدفق أكثر استقرارًا، بدلًا من إنتاجها على دفعات منفصلة بوضوح. في نظام الدفعات، تُعالج المواد وتُخزن وتُنقل بين المراحل. أما في نظام الإنتاج المستمر، فترتبط هذه المراحل ارتباطًا وثيقًا. وهذا يعني أن خط الإنتاج بأكمله يعتمد على تدفق ثابت من خطوة إلى أخرى.
لا يقتصر تأثير هذا التغيير على السرعة فحسب، بل يشمل أيضاً كيفية الحفاظ على توازن العمليات، وكيفية توافق المهام اللاحقة مثل الفحص والتخزين المؤقت والتعبئة والتغليف مع مخرجات العمليات السابقة. جرعة صلبة عن طريق الفم في مجال التصنيع، من الأفضل التفكير في التصنيع المستمر كهيكل إنتاج مختلف، وليس مجرد تشغيل الآلات لفترة أطول.
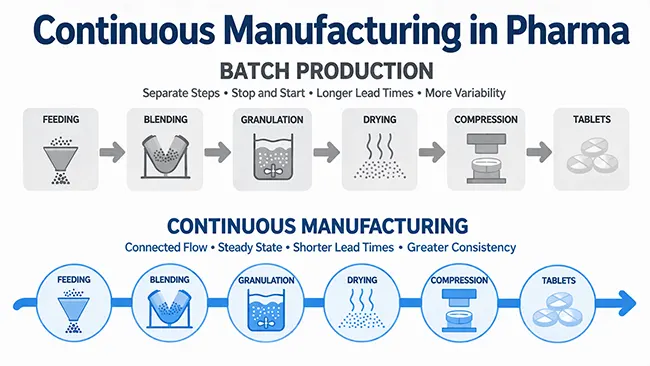
تخيّل التصنيع المستمر كنموذج إنتاجي قائم على التدفق المتصل. تنتقل المواد عبر عمليات وحدة مترابطة مع فترات توقف أقل بين المراحل الرئيسية. وبدلاً من التعامل مع كل مرحلة كوحدة مستقلة في الغالب، يُرتب خط الإنتاج بحيث تُغذي كل خطوة المرحلة التالية بشكل مباشر.
في الإنتاج الدفعي، غالبًا ما تبقى المواد بين المراحل. هذه الفترات الفاصلة تمنحك فصلًا بين العمليات. أما في الإنتاج المستمر، فيتقلص هذا الفصل. التغذية، الخلط، تحبيب يجب أن تعمل عمليات التجفيف والطحن وضغط الأقراص كأجزاء من نظام متكامل ومنسق. يتحول الهدف من إنهاء خطوة معزولة ونقل المواد لاحقًا، إلى الحفاظ على تدفق المواد مستقرًا بما يكفي لضمان توازن خط الإنتاج بأكمله.
يُولي هذا النموذج أهمية أكبر للاتساق. فالتغذية المستقرة، والتنسيق بين العمليات، وإيقاع الإنتاج، كلها أمور بالغة الأهمية. إذا ما أصبح جزء من خط الإنتاج غير مستقر، فإن التأثير يصل إلى المراحل اللاحقة بشكل أسرع، لأن العملية أكثر ترابطًا من الإنتاج الدفعي. لذا، يُغيّر التصنيع المستمر منطق الإنتاج قبل أن يُغيّر أي آلة على حدة.
لذا، يمتد هذا الموضوع بشكل طبيعي إلى التغليف. فزيادة ترابط عمليات الإنتاج الأولية تُغير ما يتعين على معدات الإنتاج اللاحقة التعامل معه. يصبح إنتاج ضغط الأقراص، وتوقيت الفحص، وسعة التخزين المؤقت، ومطابقة خط التغليف أسهل أو أصعب تبعًا لمدى استقرار تدفق الإنتاج الأولي. بمجرد فهم مفهوم الإنتاج بوضوح، يصبح نقاش التغليف أسهل بكثير.
لا يكمن الاختلاف الرئيسي في كون أحد النموذجين قديمًا والآخر جديدًا، بل في كيفية تنظيم العملية. يقسم التصنيع الدفعي الإنتاج إلى مراحل منفصلة مع توقفات ونقل ونقاط توقف وسيطة. أما التصنيع المستمر فيقلل من هذه التوقفات ويتعامل مع خط الإنتاج كقطار واحد متصل.
يُغيّر هذا الاختلاف الهيكلي ما يركز عليه المشغلون والمهندسون. ففي الإنتاج الدفعي، يُمكن غالبًا إصلاح خطوة واحدة قبل بدء المرحلة التالية. أما في خط الإنتاج المستمر، فتنتقل التغيرات في المراحل السابقة بسرعة أكبر. لذا، يعتمد التحكم بشكل أكبر على الحفاظ على استقرار النظام ككل، بدلًا من إصلاح مرحلة واحدة معزولة بعد حدوثها.
|
منطقة |
التصنيع على دفعات |
التصنيع المستمر |
|
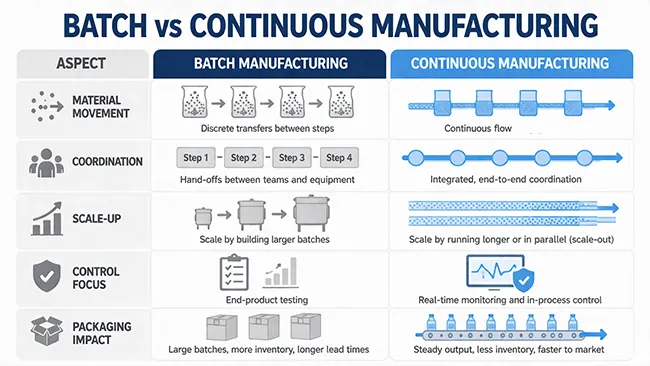
الحركة المادية |
توقف، انتظر، انقل |
تدفق أكثر ترابطًا |
|
العلاقة بين الخطوات |
مزيد من التباعد |
تنسيق أوثق |
|
تأثير التغيرات في المنبع |
غالباً ما يتأخر |
يصل إلى المصب بشكل أسرع |
|
منطق التوسع |
المزيد من الخطوات التفصيلية |
أقل اعتمادًا على التوسع التقليدي |
|
التحكم في التركيز |
التحكم التدريجي |
استقرار مستوى الخط |
|
تأثير التغليف |
قد تصل المنتجات على دفعات أكبر |
يُعد إيقاع الإخراج أكثر أهمية لمطابقة التدفق اللاحق |
يُقدّم الجدول أعلاه نظرةً مبسطةً على الفرق. إنه ليس تصنيفًا للجودة، بل مجرد مقارنة لمنطق العملية. كلا النموذجين فعّال، لكنهما يطلبان أشياءً مختلفةً من المعدات، واستراتيجية التحكم، والتخطيط اللاحق.
أولاً، يمكن للتصنيع المستمر أن يقلل من بعض أوجه القصور المتأصلة في الإنتاج القائم على التوقف والنقل. وتصفه التوجيهات التنظيمية والصناعية بأنه نموذج يدعم تحكماً أفضل في العمليات، وتقليل التباين، وفي بعض الحالات، توسيع نطاق الإنتاج بشكل أقل تقليدية بين مرحلتي التطوير والتصنيع التجاري.
كذلك، يُعدّ تناول الأدوية الصلبة عن طريق الفم مناسباً للنقاش العملي. فالأقراص والكبسولات تعتمد أصلاً على عمليات مترابطة متعددة، والتصنيع المستمر يُبرز هذه الروابط بشكلٍ أوضح. وهذا يُسهّل رؤية الفوائد، ولكنه يُوضّح التحديات أيضاً، لا سيما فيما يتعلق بالتغذية، وتوازن خط الإنتاج، والتحكم.
لم يعد الأمر مجرد فكرة في مرحلة التطوير. فقد أصبح التصنيع المستمر راسخاً بما يكفي ليؤثر في التخطيط التجاري، ولكنه لا يزال جديداً بما يكفي لتسعى العديد من الفرق إلى تحديد مدى ملاءمته. هذا المزيج يجعله موضوعاً مفيداً للشركات التي تفكر في تصميم خطوط الإنتاج أو توسيعها أو دمجها مستقبلاً.
تزداد أهمية التغذية لأنها لم تعد مجرد بداية العملية. ففي خط الإنتاج المتصل، يؤثر معدل التغذية الثابت وخصائص المواد المتجانسة على جميع المراحل اللاحقة. إذا تباينت المدخلات بشكل كبير، تقل قدرة باقي الخط على استيعاب هذا التباين. ولذلك، تُبرز الإرشادات الخاصة بخطوط الإنتاج المستمرة للجرعات الصلبة الفموية التغذيةَ أثناء فقدان الوزن كعملية متميزة وهامة.
يختلف سلوك المزج والتحبيب أيضًا عندما يكونان جزءًا من سلسلة متصلة. فبدلًا من أن يكونا خطوات منفصلة بفواصل واضحة، يصبحان جزءًا من نظام متحرك. وهذا يزيد من أهمية استقرار سلوك المواد والتنسيق الوثيق بين المراحل. عمليًا، يعتمد خط الإنتاج بشكل أكبر على الحفاظ على توازن العملية بدلًا من تصحيح دفعة مكتملة قبل بدء الدفعة التالية.
يُعد ضغط الأقراص أحد المجالات التي يشعر فيها العديد من المصنّعين بالتأثير بشكل مباشر. مكبس أقراص دوار في نظام الإنتاج المستمر، لا تُعدّ الآلة مجرد جهاز في نهاية العملية، بل تصبح جزءًا من خط إنتاج يتطلب إمدادًا منتظمًا من المنبع. لذا، يصبح معدل الإنتاج أكثر أهمية، لأن أداء ضغط الأقراص يؤثر الآن على مدى كفاءة باقي النظام، بما في ذلك عمليات الفحص والتغليف اللاحقة، في الحفاظ على التناسق.
أولاً، تتغير عملية مطابقة المخرجات. عندما يتحرك إنتاج الأدوية بطريقة أكثر استقراراً وترابطاً، لا يمكنك التخطيط للمراحل اللاحقة. المستحضرات الصيدلانية يمكن تغليف المنتجات بسهولة حول عمليات التسليم غير المنتظمة. لا تزال التخزين المؤقت، والتخزين المؤقت، وتوازن خط الإنتاج مهمة، لكنها الآن تخدم عملية تحاول حماية التدفق - بدلاً من عملية مبنية على فترات توقف أطول بين الدفعات.
ثانيًا، تتغير منطق الفحص والرفض. فزيادة انسيابية الإنتاج تعني ضرورة مواكبة قرارات مراقبة الجودة والتعامل مع المنتج للإنتاج. وهذا لا يعني أن جميع عمليات التغليف ستصبح فجأةً متواصلة بنفس الطريقة تمامًا، بل يعني أن التغليف يجب أن يستجيب بشكل أسرع وأكثر اتساقًا لظروف المراحل السابقة، لأن خط الإنتاج أقل تجزئةً مما هو عليه في الإنتاج الدفعي.
ثالثًا، التنسيق بين آلة تغليف الفقاعات ، خطوط عد الأقراص وتعبئتها ، و آلات تعبئة الكرتون التغييرات. لا يحدد التصنيع المستمر تلقائيًا شكل التغليف، ولكنه يُغير كيفية توافق هذا الشكل مع الناتج. غالبًا ما يستفيد خط الإنتاج ذو الإيقاع الأولي الأكثر استقرارًا من التخطيط اللاحق الذي يتعامل مع ضغط الأقراص وفحصها وتخزينها وتغليفها كسلسلة تصنيع واحدة متصلة، وليس كأقسام منفصلة تحل مشاكل منفصلة. هذه خلاصة تشغيلية من نهج العملية المتكاملة الموصوف لخطوط إنتاج الأدوية الصلبة الفموية.
ليس تلقائيًا. يمكن للتصنيع المستمر تحسين الكفاءة، ولكن فقط عندما يكون خط الإنتاج جاهزًا لتلبية متطلبات الربط المُحكم بين العمليات. إذا كان التغذية غير مستقرة، أو إذا تباينت خصائص المواد بشكل كبير، أو إذا لم تستطع عمليات المعالجة اللاحقة مواكبة التدفق، فإن الفائدة النظرية للتدفق قد تتحول بسرعة إلى مشكلة تنسيق.
لذا، لا تختزل الأمر إلى "الاستمرارية أفضل". فالأدق هو أن التصنيع المستمر يُغير مصدر الكفاءة. في الإنتاج الدفعي، يُمكن غالبًا تحسين الكفاءة من خلال تحسين كل مرحلة على حدة. أما في خط الإنتاج المستمر، فتعتمد الكفاءة بشكل أكبر على توازن النظام، والتحكم فيه، واتساقه عبر جميع مراحل الإنتاج.
لا يزال التصنيع على دفعات خيارًا منطقيًا عندما تجعل المرونة، أو تنوع المنتجات، أو عدم اليقين في المشروع، من الصعب تبرير وجود خط إنتاج متصل بإحكام. ويمكن أن تكون العملية ذات الفصل الأكبر بين المراحل أسهل في الإدارة عندما تتغير المنتجات بشكل متكرر، أو عندما يكون التطوير مستمرًا، أو عندما يُضيف التكامل الكامل لخط الإنتاج تعقيدًا أكثر من القيمة المضافة.
يظل نظام الدفعات عمليًا حتى عندما لا تكون عمليات المناولة أو التعبئة والتغليف اللاحقة جاهزة لمواكبة وتيرة الإنتاج الأولية الأكثر استقرارًا. فإذا كانت عمليات ضغط الأقراص أو فحصها أو تعبئتها لا تزال تعتمد على جدولة أكثر تفصيلًا، فقد يكون نظام الدفعات أنسب للعملية. لذا، يعتمد النموذج الأمثل على سلسلة التصنيع بأكملها، وليس فقط على عملية الإنتاج الأولية.

أولاً، اسأل عما إذا كان المنتج والعملية مستقرين بما يكفي لخط إنتاج أكثر ترابطاً. يركز التصنيع المستمر بشكل أكبر على اتساق التغذية، وسلوك المواد، وتنسيق العمليات. وستكون نقاط الضعف في المراحل السابقة من الإنتاج أكثر أهمية.
ثانيًا، اسأل عما إذا كان ضغط الأقراص وفحصها وتغليفها يتناسب مع وتيرة الإنتاج التي يسعى خط الإنتاج إلى تحقيقها. إن الانتقال نحو عملية إنتاج أكثر ترابطًا في المراحل الأولية دون مراجعة عمليات المعالجة اللاحقة من شأنه أن يخلق على الأرجح اختناقًا جديدًا، وليس نظامًا أفضل.
ثالثًا، اسأل عما إذا كان الفريق مستعدًا لإدارة الإنتاج كنظام متكامل. يتطلب التصنيع المستمر المزيد من التكامل بين خطوط الإنتاج، والأتمتة، واستراتيجية التحكم. إنه يكافئ التفكير المترابط، ولكنه يكشف أيضًا عن التخطيط غير المترابط بسرعة كبيرة.
فكّر في التصنيع المستمر في صناعة الأدوية كهيكل إنتاجي مختلف، وليس مجرد طريقة أسرع لتشغيل المعدات. فهو يُغيّر كيفية انتقال المواد، وكيفية اعتماد العمليات الوحدوية على بعضها البعض، وكيفية توافق التعبئة والتغليف في المراحل اللاحقة مع مخرجات المراحل السابقة. بالنسبة لمصنّعي الأدوية الصلبة الفموية، فإن السؤال الحقيقي ليس ما إذا كان التصنيع المستمر يبدو متطورًا، بل ما إذا كانت سلسلة الإنتاج والتعبئة والتغليف بأكملها قادرة على دعم التدفق الأكثر دقة الذي يتطلبه هذا النموذج.
ما هو التصنيع المستمر في صناعة الأدوية؟
نموذج إنتاج تنتقل فيه المواد عبر عمليات مترابطة في تدفق أكثر ترابطًا، بدلاً من التعامل معها كدفعات منفصلة بوضوح.
كيف يختلف التصنيع المستمر عن التصنيع الدفعي؟
يتطلب الإنتاج الدفعي عدداً أكبر من التوقفات وعمليات النقل ونقاط التوقف الوسيطة. أما التصنيع المستمر فيقلل من هذه التوقفات ويعتمد بشكل أكبر على التدفق المنسق عبر خط الإنتاج.
هل التصنيع المستمر يتعلق بشكل أساسي بزيادة السرعة؟
لا. قد تكون السرعة إحدى النتائج، لكن التغيير الأكبر يكمن في بنية العملية. يحوّل النموذج التركيز نحو التغذية المستقرة، وتنسيق خط الإنتاج، وإيقاع الإنتاج.
لماذا يؤثر التصنيع المستمر على التغليف؟
لأن التدفق الأكثر استقراراً في المراحل الأولية يُغير كيفية توافق عمليات الفحص والتخزين المؤقت والتعبئة والتغليف في المراحل اللاحقة مع الناتج. ويصبح تخطيط التعبئة والتغليف مرتبطاً بشكل أوثق بإيقاع الإنتاج.
هل يحل التصنيع المستمر محل الإنتاج الدفعي دائماً؟
لا. قد يظل الإنتاج على دفعات هو الخيار الأفضل عندما تجعل المرونة أو تنوع المنتج أو القيود اللاحقة التكامل الكامل للخط أقل جدوى.
ما الذي ينبغي على المصنّعين تقييمه قبل الانتقال إلى التصنيع المستمر؟
انظر إلى استقرار التغذية، وتكامل العمليات، وضغط الأقراص، ومطابقة التعبئة والتغليف، وما إذا كان الخط الكامل يمكنه دعم تدفق إنتاج أكثر ترابطًا.
● إدارة الغذاء والدواء الأمريكية، القسم 13: التصنيع المستمر للمواد الدوائية والمنتجات الدوائية. إدارة الغذاء والدواء الأمريكية )
● الجمعية الدولية لهندسة المستحضرات الصيدلانية (ISPE)، التصنيع المستمر للأشكال الصيدلانية الصلبة الفموية. ( الجمعية الدولية لهندسة المستحضرات الصيدلانية (ISPE) )


بريد إلكتروني : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City, Guangdong Province, China





 دعم شبكة IPv6
دعم شبكة IPv6